
|
|
|
|
Главная --> Промиздат --> Коэффициент поперечной деформации Имея В виду, ЧТО F = lt (фиг. 106), получим: 0. = -- sina<[a,l, (10.10) Здесь расчётная длина шва по техническим условиям принимается равной 1=-Л--10 мм. sin а Как установлено опытом, наиболее рациональным углом наклона шва к линии действия сил является 2 45ч-50 Недостатком соединения косым швом является неудобство центрировки стыкуемых элементов при сварке, 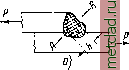 поэтому его применяют редко. Г. Иногда соединение листов производится внахлёстку или встык с перекрытием накладками. Это вызывает необходимость сваривать листы, не лежащие в одной плоскости, что осуществляется при помощи так называемых валиковых (или угловых) швов - лобовых или торцевых (перпендикулярных Фиг. 106. 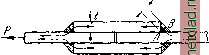 К направлению действующей силы) и боковых или фланговых (параллельных ей). Валиковый шов в сечении имеет довольно неопределённую форму (фиг. 106, а). В теоретических расчётах на прочность се-чение шва принимается в виде равнобедренного треугольника (очерченного пунктиром) с расчётной вы- р сотой /г). Соединения торцевыми (лобовыми) швами показаны на фиг. 107. Разрушение таких швов происходит по наиболее слабому сечению АВ, как это установлено опытами. Как это видно из фиг, 106, б, полное напряжение, возникающее в сечении АВ, может быть разложено на нормальную и касательную составляющие. Поскольку сопротивление стали сдвигу ниже. 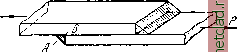 Фиг. 107. О Иногда лобовые швы делают вогнутыми с высотой h < 0,7 Катет шва может быть и меньше толщины листа. 1,4 . и (10.11) в действительности, материал шва испытывает сложное напряжённое состояние, причём напряжения по сечению АВ распределяются неравномерно. Исследования, произведённые методами теории упругости и подтверждённые экспериментально, показали, что в углах шва имеет место высокая концентрация напряжений. Кроме того, вследствие укорочения швов при остывании в зоне сварки возникают дополнительные напряжения не только в материале швов, но и в основном металле, вызываюш.ие переход его в сложное напряжённое состояние. Это обстоятельство может повести к снижению пластичности металла в стыке, что делает такое соединение (с лобовыми швами) менее надёжным, особенно при ударных и переменных нагрузках, чем соединение встык без накладок. Д. Соединение фланговыми (или боковыми) швами показано на фиг. 108, а. Разрушение шва, показанное на фиг. 108, б, происходит Jiiiiiimiiii! шшшттттт Фиг. 108. на значительном его протяжении путём срезывания наплавленного металла в направлении, параллельном шву по наиболее слабой плоскости АВ. Условие прочности для двух симметрично расположенных швов таково: чем при растяжении, расчёт лобовых швов производится условно на срез в предположении равномерного распределения касательных напряжений по плош.ади сечения АВ. Имея в виду, что на восприятие силы Р в этих соединениях (фиг. 107) работают два лобовых шва, верхний и нижний, получим: Так как плош.адь сечения шва F = hi = t cos 4510,7 tl, a расчётная длина l = b-10 MM, TO условие прочности примет вид: Если стык перекрыт двухсторонними накладками, число швов удвоится и условие прочности примет вид: Из формул (10.12) и (10.12) обычно определяют необходимую расчётную длину / фланговых швов. Проектная же длина каждого шва принимается равной / = /-[-10 мм. Как показали опыты, разрушение фланговых швов происходит по типу разрушений пластичных материалов со значительными остаточными деформациями. Это делает работу фланговых швов более благоприятной, чем работу лобовых швов. Однако следует иметь в виду, что у концов фланговых швов также имеет место высокая концентрация напряжений. При проектировании часто стремятся обеспечить ббльшую надёжность соединения, применяя вместо сварки встык, или в дополнение к ней, перекрытие стыка накладками, которые привариваются фланговыми или торцевыми швами, а иногда и теми и другими вместе. Как уже указывалось, при переменных и ударных нагрузках такое усиление стыка может принести больше вреда, чем пользы. Что касается расчёта такого комбинированного стыка, то при одновременном применении лобовых и фланговых швов считают, что сопротивление соединения равно сумме сопротивлений всех швов, т. е. Р=Р-{-Рф, где сопротивление торцевого шва при расчётной длине равно Р, = 0,7 / [т], а сопротивление двух фланговых швов Яф = 2 0,7 /ф [т], причём ij = b, где b - ширина накладки. В результате подстановки получаем: Р = (0,7/,+ 1,4 ф)[т,]. (10.13) Зная длину торцевого шва, определяют длину фланговых швов /ф. При двухсторонних накладках число швов удваивается, т. е. правую часть формулы (10.13) следует удвоить. Так как торцевые швы более жёстки, то при совместной работе с фланговыми они перегружаются, что ведёт к неравномерной работе соединения. Если учесть, что в таком соединении и термические напряжения достигают больших значений, то устройства такого стыка следует избегать. Е. Иногда при соединении внахлёстку в дополнение к фланговым швам применяют прорезные швы, осуш.ествляемые путём наплавки металла в узкую прорезь, сделанную в одном из соединяемых элементов параллельно действуюш.ему на соединение усилию (фиг. 109). /77777/ Фиг. 109. |