
|
|
|
|
Главная --> Промиздат --> Коэффициент поперечной деформации l/ 2 -,А2. 12000 .. 12 000 t[c] ~~ 1,5 . 1600 Диаметр должен быть принят равным 5 ся. = 5 см. Дерк:атель § 50. Расчёт сварных соединений. А. При изготовлении металлических конструкций часто применяется сварка с помощью электрической дуги. Впервые электрическая дуга была открыта русским учёным проф. В. В. Петровым в 1802 г. Обнаружив плавление металла в пламени полученной им электрической дуги, проф. Петров указал на возможность использования этого явления в технике. Однако электрическая дуговая сварка была изобретена лишь в конце XIX века русскими инженерами И. Н. Бенардосом (1882 г.) и Н. Г. Славяновым (1888 г.) и получила впоследствии широкое распространение во всём мире. Сущность электросварки по методу Славянова заключается в том что, расплавляя электрической дугой материал электрода (сталь), заполняют им стык соединяе мых элементов, также про греваемых дугой до темпера туры плавления. В результате после остывания расплавлен ного металла, образуется шов прочно соединяющий стыкуе мые элементы. Схема сварки показана на фиг. 103. Электрическая дуга горит между металлическим электродом и свариваемым металлом, расплавляя электрод и кромки соединяемых элементов металла, между которыми образуется так называемая сварочная ванна. Для защиты плавящегося металла от попадания вредных включений из окружающего воздуха на поверхность электрода наносится толстая защитная обмазка, выделяющая при плавлении электрода большое количество шлака и газов, благодаря чему плавящийся металл изолируется от окружающего воздуха. Этим обеспечивается высокое качество металла сварного шва, механические свойства которого могут резко ухудшиться под влия- 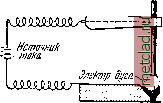 -Злектрод Сдаридаемыа металл Шттт Фиг, 103. диаметр болта определяется из условий прочности на срез и смятие; нием кислорода и азота воздуха (при отсутствии обмазки или при тонкой обмазке). С той же целью автоматическая сварка производится под слоем флюса, защищающим плавящийся металл от попадания кислорода и азота воздуха. При правильном выборе конструкции соединений, материалов и технологии сварки сварные соединения по надёжности не уступают заклёпочным при действии как статических, , так и динамических нагрузок (в том числе ударных и знакопеременных). В то же время электросварка имеет ряд преимуществ перед клёпкой, из которых важнейшими являются меньшая трудоёмкость сварочных работ и отсутствие ослабления сечений соединяемых элементов отверстиями. Это даёт значительную экономию средств и металла, помимо экономии, получаемой за счёт большей компактности соединений. Большие экономические выгоды, приносимые электросваркой, и даваемое ею упрощение конструкций привели в последнее время к постепенному вытеснению заклёпочных соединений сварными. Значительное развитие электросварка получила в СССР благодаря трудам советских учёных Патона, Вологдина, Никитина, Хренова и др., разработавших новые методы сварки, обеспечивающие высокую прочность соединений. Б. Расчёт сварных соединений, как и заклёпочных, условно ведётся в предположении равномерного распределения напряжений по сечению швов. При этом он тесно связан с технологией сварки; в частности, это находит отражение в величине допускаемых напряжений для материала швов, назначаемых в зависимости от способа сварки (ручная или автоматическая), а также от состава и толщины защитной обмазки электродов. В таблице 13 приведены допускаемые напряжения для сварных швов в конструкциях из стали марки ст. 3 по существующим нормам Таблица 13. Допускаемые напряжения при сварке.
(ГОСТ-960-46). При проверке прочности сварных швов учитывается возможный непровар в начале шва и образование кратера в конце. Поэтому расчётная длина шва принимается меньшей, чем действительная или проектная (по техническим условиям 1946 г. на 10 мм). t-до 8мм В. Наиболее простым и надёжным видом соединения является соединение встык, образуемое путём заполнения зазора между торцами соединяемых элементов наплавленным металлом. Соединение встык осуществляется, в зависимости от толщины соединяемых элементов, по одному из типов, показанных на фиг. 104. Проверка прочности производится на растяжение или сжатие по формуле з = <К]. (10.9) 6040 ~60 I Фиг. 104. Здесь lt=F-условная рабочая площадь сечения шва, где расчётная длина шва / = = Ь -10 мм, а высота шва h принимается равной толщине свариваемых элементов t. Поскольку допускаемое напряжение для сварного шва ниже, чем для основного металла, стремятся к увеличению длины стыкового шва. С этой целью применяют соединение встык с косым швом (фиг. 105). Исследования таких соединений, произведённые Институтом электросварки Академии наук УССР, показали, что равнопрочность их с основным металлом всегда обеспечивается. Проверка прочности косых швов производится и по нормальным и по касательным напряжениям, возникающим по сечению шва тп\ 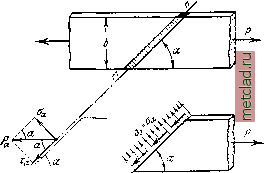 Фиг. 105. а =/7 sina = . sin а, =/7д COS а = cos а. |
||||||||||||||||||||||||||||||||||