
|
|
|
|
Главная --> Промиздат --> Коэффициент поперечной деформации установившейся ползучести, то этот участок кривой ползучести изучен ещё совершенно недостаточно. Поэтому надёжных данных о характере функций Р(а, Т) и Q(tj Т) до сих пор почти нет. В связи с этим при расчётах на ползучесть участком неустановившейся ползучести нередко пренебрегают, продолжая прямую ВС (фиг. 663) до пересечения её с осью ординат в точке Bt и определяя величину полной деформации при ползучести (например, е) по приближённой формуле: л = So + Sn + = ==y + tk4-=-y + tkV. (39.2) Значительно лучше экспериментально изучена стадия установившейся ползучести. Из различных зависимостей для R{q, Г), предложенных разными исследователями, наиболее являются следующие: 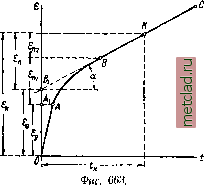 (39.3) проверенными экспериментально 1) t, = /?(a, 7) = /га j 2)t,n=ash-. I В этих формулах k, п, а и - некоторые коэффициенты, зависящие от свойств материала и температуры испытания. Вторая зависимость лучше совпадает с данными эксперимента, чем первая, зато использование её при расчётах приводит к значительному усложнению вычислений. Вместе с тем данных о коэффициентах /е и п в первой формуле получено значительно больше, чем данных о коэффициентах а и во второй формуле. Поэтому в настоящее время при расчётах на ползучесть чаще используют первую формулу. В качестве примера в таблицах 40 и 41 приводятся данные о величине коэффициентов, входящих в первую формулу, для сталей и некоторых других материалов, испытанных на ползучесть при различных напряжениях и температурах. Таблица 41. Коэффициенты к формуле (39.3).
V226 Н, М. Беляев § 266. Основы расчётов на ползучесть. А. Первые исследователи явления ползучести пытались оценить способность металлов сопротивляться ползучести величиной так называемого предела ползучести а., понимая под этим то наибольшее напряжение в материале, при котором явление ползучести вовсе не наблюдается (кривая 1 фиг. 660 и 661). Несколько позже под пределом ползучести стали понимать то наибольшее напряжение, при котором скорость ползучести, вызывая некоторую сравнительно небольшую остаточную деформацию в материале, в конце концов становится равной нулю (кривая 2 фиг. 660 и 661). Однако опытами вскоре было установлено, что определённые таким путём пределы ползучести при температурах, при которых обычно работают паропроводы, диски и лопатки турбин и другие детали машин, подвергающиеся ползучести, представляют собой весьма небольшие напряжения, практически не интересующие машиностроителей, так как большинство даже самых ответственных деталей машин в действительности работает при напряжениях, превышающих эти пределы. При этом во многих машиностроительных деталях, находящихся в условиях высоких температур, допускаются небольшие остаточные деформации, не превышающие некоторой определённой величины, лишь бы они не вызывали нарушения нормальной работы конструкции в течение срока её службы. Вследствие этого в настоящее время при расчётах на ползучесть в большинстве случаев исходят из наибольшей допускаемой в течение срока службы детали величины остаточной деформации ползучести или суммарной деформации, складывающейся из упругой деформации при нагружении и остаточной деформации при ползучести. Соответствующее наибольшее напряжение в материале, не вызывающее при данной температуре деформации детали, превышающей допускаемую, может быть рассматриваемо как допускаемое напряжение. Иногда это напряжение называют условным пределом ползучести материала по допускаемой суммарной деформации ползучести (ag). Величина ag, очевидно, является функцией температуры и допускаемой деформации ползучести. В качестве примера в таблице 42 приведены ориентировочные данные о допускаемых величинах суммарной относительной деформации ползучести [е] для некоторых деталей паровых котлов и турбин. Таблица 42. Величины [sj.
При расчётах на ползучесть по суммарной деформации ползучести исходное расчётное уравнение при линейном напряжённом состоянии материала может быть представлено в следующем виде (см. фиг. 663): е = + п1 + = 0 + = £0 + tnA = 0 + /гад [£], (39.4) # + M]% = W. (39.5) Из уравнения (39.5) можно определить величину допускаемого напряжения [] = с£, соответствующего допускаемой величине суммарной деформации ползучести [г]. Если допустимо пренебречь и величиной упругой деформации £у, то из (39.5) имеем: M={ii} . (39.6) В этом последнем случае условие прочности в напряжениях напишется так: (39.7) Следует, однако, заметить, что пренебрежение величиной упругой деформации и деформации ползучести в стадии неустановившейся ползучести может иногда привести при расчётах к большим погрешностям, особенно в тех случаях, когда продолжительность стадии неустановившейся ползучести не очень мала по сравнению со всем сроком службы детали. Если же упругая деформация детали и её деформация в стадии неустановившейся ползучести пренебрежимо малы по сравнению с деформацией в стадии установившейся ползучести, то при расчётах на ползучесть можно исходить из наибольшей допускаемой величины установившейся (минимальной) скорости ползучести. Допускаемая величина скорости ползучести, очевидно, должна быть определена опять-таки из условия, чтобы деформация ползучести, нарастающая с этой постоянной скоростью, не превзошла в течение срока службы детали некоторой допускаемой величины деформации, при которой не происходит нарушения нормальной работы конструкции. Соответствующее наибольшее напряжение в материале, не вызывающее при данной температуре скорости ползучести, превышающей допускаемую, может быть рассматриваемо, как допускаемое напряжение. Нередко это напряжение называют условным пределом ползучести мате-риала по допускаемой минимальной или равномерной скорости деформации (ct))- Величина а., очевидно, является функцией температуры и допускаемой минимальной скорости ползучести. где £у -упругая относительная деформация детали при её нагружении, п1 и п2 - относительные деформации детали в стадиях неустановившейся и установившейся ползучести, = £у + пь Ы - наибольшая допускаемая за время службы детали величина суммарной деформации ползучести, - срок службы детали и v-k - скорость установившейся ползучести. Если пренебречь величиной и считать, что где Ej,- модуль упругости материала при данной температуре Г, то вместо (39.4), получим: |