
|
|
|
|
Главная --> Промиздат --> Коэффициент поперечной деформации при которой в данном металле возможно явление ползучести, ползучесть возникает лишь при напряжениях выше некоторой, определённой для каждого металла, величины. Явление релаксации напряжений наблюдается примерно при тех же температурах и напряжениях, что и явление ползучести. Явление ползучести особенно резко выражено у металлов. Однако оно имеет место и у ряда других материалов. Так, например, ползучесть при комнатной температуре наблюдается у различных пластмасс (целлулоид, бакелит, винипласт и др.), в бетоне и цементном растворе. В железобетонных конструкциях ползучесть бетона влечёт за собой с течением времени перераспределение напряжений между бетоном и арматурой; последняя несколько перегружается, а бетон начинает испытывать меньшие напряжения. Однако на грузоподъёмности железобетонных сооружений ползучесть бетона и вызванное ею перераспределение напряжений почти не отражается. Пластическое течение при комнатной температуре имеет место также и у дерева при сжатии и, в особенности, при изгибе. Опытные исследования явления ползучести начались сравнительно недавно (1910 г.). Более или менее широкое распространение эти исследования получили только с начала 20-х годов текущего столетия, когда были опубликованы результаты первых значительных экспериментальных работ. Проведение испытаний на ползучесть даже при простом растяжении представляет большие трудности. Такие испытания требуют применения специальной аппаратуры для поддержания постоянной величины нагрузки и температуры и для измерения деформаций образца. Для получения достаточно надёжных результатов испытания на ползучесть приходится проводить с особенной тщательностью, продолжительность этих испытаний не должна очень сильно отличаться от срока службы детали из испытуемого материала и, таким образом, должна измеряться десятками тысяч часов. Всё это делает испытания на ползучесть сложными, трудоёмкими и дорогостоящими. Известна одна исключительная серия опытов на ползучесть, продолжавшихся несколько более 100 тысяч часов (с 27 марта 1931 г. по 8 октября 1942 г.). Продолжительность очень немногих испытаний превышала 10 тысяч часов (около 1 года), в большинстве же случаев экспериментаторы ограничивались одной-двумя тысячами часов. Поэтому даже при простом растяжении явление ползучести экспериментально изучено ещё далеко недостаточно. Опыты на ползучесть при сложном напряжённом состоянии ещё более сложны и трудоёмки. Большинство таких опытов было проделано на тонкостенных трубках, подвергнутых действию комбинации нагрузок: внутреннего давления, крутящего момента и растягивающего усилия. Однако подобные испытания пока ещё выполнены в очень небольшом количестве. Попытки многих исследователей разработать те или иные методы ускоренных испытаний на ползучесть до сих пор не увенчались успехом. Это объясняется тем, что надлежащая продолжительность испытания является необходимым и наиболее существенным условием получения достаточно надёжных результатов, на которых могли бы основываться расчёты деталей машин на ползучесть. Результаты же ускоренных испытаний могут пока служить лишь для приближённой качественной оценки поведения металлов при высоких температурах. В связи с быстрым развитием в СССР энергетического машиностроения в годы первых сталинских пятилеток, а также и в настоящее время, вопросам изучения явления ползучести у нас уделяется большое внимание. Экспериментальными и теоретическими исследованиями ползучести у нас занимались и занимаются: Беляев Н. М., Губкин С. И., Ильюшин А. А., Качанов Л. М., Малинин Н. Н., Одинг И. А., Работнов Ю. Н., Серенсен С. В., Шапошников И. А. и многие другие. За границей наиболее известны исследования явления ползучести, выполненньуе Бауманом, Бейли, Диккенсоном, Зодербер-гом. На дай, Тэпселом и др. § 255. Кривые ползучести и релаксации. А. Выше уже было отмечено, что опытное изучение явления ползучести, на результатах которого основываются расчёты деталей машин и сооружений, работающих при высоких температурах, производится преимущественно на образцах из испытуемого материала, подвергнутых простому растяжению. При этом в течение всего срока испытания обеспечивается как неизменяемость температуры, так и постоянство величины растягивающей образец нагрузки. При таких испытаниях через некоторые определённые промежутки времени измеряется удлинение образца; по данным измерений в координатах - относительная деформация е и время - строится диаграмма испытания - так называемая кривая ползучести материала. Вид кривой ползучести зависит как от рода материала, так и от ве.1ичины напряжения и температуры. Одна из характерных кривых ползучести для металла схематически изображена на фиг. 659 (кривая OABCD), При нагружении образца, нагретого до определённой температуры Ту деформация его вначале возрастает довольно быстро (в зависимости от скорости нагружения) от нуля до некоторой величины ОАх (предполагается, что процесс нагружения заканчивается в точке А диаграммы). Если при наибольшем значении нагрузки напряжение в образце не превосходит предела упругости материала при данной температуре Г, то деформация OAi будет вполне упругой; в противном случае отрезок OA, будет включать в себя не только упругую, но и остаточную (пластическую) деформацию. Вслед за этим деформация полностью нагружённого образца постепенно увеличивается во времени, материал образца ползёт . Нарастание деформации ползучести характеризуется кривой ABCD; ординаты точек этой кривой (например, ордината точки К) представляют сумму величин относительной упругой деформации ty = OAi и относительной деформации ползучести £п = AiKiy т. е. 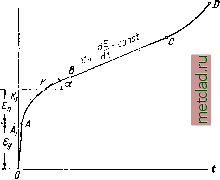 Фиг. 659. Скорость деформации ползучести в любой точке кривой определяется ве.аи-чиной тангенса угла наклона касательной к кривой в этой точке к оси абсщ1сс, т. е. Весь процесс ползучести может быть разбит на три последовате.1ьные стадии. В первой стадии, отвечающей участку АВ кривой ползучести, деформация протекает с неравномерной, всё время уменьшающейся скоростью; это -так называемая стадия неравномерной или неустановившейся ползучести. Длительность первой стадии ползучести, в зависимости от рода материала и от величины температуры и напряжения, меняется от нескольких десятков до нескольких сотен и даже (в исключительных случаях) тысяч часов. Наиболее существенное влияние на характер протекания процесса ползучести в этой и последующей стадиях ползучести оказываются два основных фактора: 1) упрочнение материала в результате наклёпа, связанного с увеличением остаточной (пластической) деформации, и 2) устранен ние этого наклёпа или пониже ние несущей способности мате-риала под действием высокой температуры. Явление ползучести можно рассматривать, как взаимодействие этих двух факторов, создающих в основном картину чистой ползучести. Эта картина, особенно на последующих стадиях, может быть осложнена влиянием различных внутренних (например, структурные изменения и фазовые превращения в металле) и внешних причин (например, коррозия). Когда влияние упрочнения от наклёпа уравновешивается ослабляющим .материал влиянием длительного действия высокой температуры, уменьшение скорости ползучести прекращается, наступает вторая стадия ползучести (участок ВС кривой) - стадия равномерной или установившейся ползучести, на которой деформация ползучести протекает с постоянной и притом минимальной скоростью. Эта скорость остаётся постоянной до тех пор, пока на образце не начинает образовываться шейка (точка С кривой). Если во время испытания не меняется величина нагрузки, то местное сужение площади поперечного сечения образца в третьей стадии ползучести (участок CD кривой) сопровождается увеличением напряжения, которое, в свою очередь, вызывает увеличение скорости ползучести. Вследствие этого образец в конце концов разрушается (точка D кривой). При изменении температуры или величины напряжения вид кривых ползучести может значительно измениться. На фиг. 660 схематически изображены кривые ползучести при одной и той же постоянной температуре 7, но при различных постоянных напряжениях а,- (при этом <si <: а. <: о <: <: Cg), а на фиг. 661 - кривые ползучести при одном и том же напряжении о, но при различных постоянных температурах Г/ (при этом Ti < Г* <: Гз <; Г4 < Г). 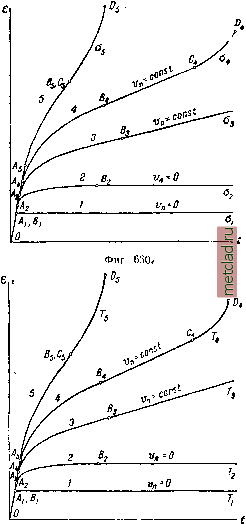 Фнг. 661. |