
|
|
|
|
Главная --> Промиздат --> Коэффициент поперечной деформации никелевых сталях), так называемых флокенов. Эти трещины, как и включения, могут очень резко снизить предел выносливости стали, обладающей в то же время высоким пределом прочности. Таблица 38. Результаты испытаний хромоникелевой стали.
В таблице 38 приведены результаты испытаний четырёх марок хромоникелевой стали, из которых одна (1) имела флокены; как видно из таблицы, наличие этого порока могло вскрыть только испытание на усталость; все прочие характеристики (предел прочности и т. д.), полученные при статических испытаниях для всех четырёх марок, примерно одинаковы, а предел выносливости для первой марки резко снижен. Вторая категория мер, обеспечивающих прочность деталей при переменной нагрузке, сводится к грамотнойу культурной проектировке внешних очертаний детали и ттательной обработке её поверхности. Основная цель, которую должны ставить себе при этом конструктор и технолог, сводится к возможному снижению коэффициентов концентрации напряжений, вызываемых всякого рода резкими изменениями очертания детали и дефектами обработки поверхности. Снижение местных напряжений достигается прежде всего возможно более плавными очертаниями переходов, выемок, надрезов, галтелей. Совершенно необходимо решительно не допускать переходов, вовсе не смягчённых кривой хотя бы не очень большого радиуса; везде, где возможно, следует применять радиус, достаточный для существенного снижения местных напряжений. Данные, позволяющие соответствующим образом выбрать числовую величину этих радиусов, приведены на фиг. 627 и 628. Надо заметить, что иногда даже небольшое увеличение радиуса перехода избавляет деталь от опасности. Известен случай большого количества изломов коленчатых валов авиационных двигателей в английском воздушном флоте; эти изломы происходили на галтели около места насадки пропеллера; стоило увеличить радиус галтели всего на 1/8яЗ мм и изломы прекратились. Это объясняется тем, что при напряжениях, близких к пределу выносливости, кривая зависимости разрушающего напряжения от числа циклов идёт почти горизонтально (фиг. 615). Поэтому, если действительное напряжение хотя бы немного превышает предел выносливости, излом неминуем, так как большинство деталей испытывает достаточное число циклов напряжений, чтобы трещина усталости имела время образоваться. (В таблице 39 приведены ориентировочные данные о предельном числе циклов напряжений, испытываемых различными деталями конструкций и машин во. время их службы.) Таблица 39. Число циклов напряжений в элементах конструкций. Название частей конструкции или машины Число циклов Элементы главных ферм железнодорожных мостов Балки проезжей части.................. Рельсы ........................... Валы авиамоторов.................... Оси вагонов........................ Валы автомобильных двигателей........... Штоки и шатуны паровых двигателей....... Валы паровых турбин.................. Лопатки паровых турбин ................ 2.10 40.106 15.10 18.10 50-106 120.10в lOOO.W 15000.10 250000.10в С другой стороны, стоит смягчением коэффициента концентрации снизить напряжение хотя бы немного ниже предела выносливости, как трещина уже не может возникнуть. Коэффициент концентрации напряжений тем больше, чем резче происходит изменение напряжений, чем больше разница в жёсткости смежных частей стержня, чем резче изменение очертаний детали. Поэтому бороться с местными повышениями напряжений можно не только путём установления более плавных переходов, но и путём снижения разницы в жёст- костях смежных частей детали в тех местах, где неизбежна концентрация напряжений. Так, в последнее время возникла идея раз-глухой посадке с натягом вал возникают очень значи-644, а). 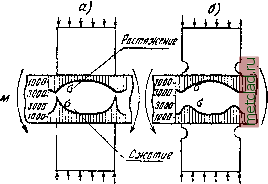 Фиг. 644. гружающих надрезов. Например, при ступицы колеса на ось или шкива на тельные местные напряжения в материале вала (фиг  Фиг. 645. Фиг. 646. зить до 1,0-1,05. Точно так же, если у места резкого перехода (под прямым углом) сделать плавную выкружку в более толстой части детали (фиг. 646, а и б), то местные напряжения резко снизятся. Во всех приведённых примерах изменения формы детали имеют целью создать возможно более плавное изменение напряжений в месте перехода. Для сопротивления материала переменным нагрузкам не менее важную роль, чем плавность очертаний, играет и чистота отделки поверхности. Всякие царапины, риски от резца играют громадную роль. Нам известен целый ряд случаев обрыва штоков паровой машины паровозов после того, как при ремонте изношенного конического конца штока на него надевалась для утолщения коническая втулка; перед посадкой втулки изношенная поверхность штока грубо обтачивалась резцом и не подвергалась более чистой обработке. Трещина усталости образовывалась под втулкой, начинаясь от места концентрации напряжений, вызванной рисками от резца. Поэтому чистота обработки поверхности изделия, применение никелировки или лакировки для покрытия этой поверхности в случае возможности коррозии являются не роскошью для деталей, работающих при Коэффициент концентрации, отнесённый к нормальным напряжениям ОТ изгиба в сечении, перпендикулярном к оси вала, достигает величины 1,8-2,0. На фиг. 644, а дан график величины нормальных напряжений о в крайних волокнах изгибаемого вала, на который насажена с натягом ступица шкива. Напряжения определены оптическим методом. На чертеже видно, что около края ступицы напряжения о, особенно в сжатой зоне, дают резкое местное повышение. Если в ступице около места посадки сделать вырез, смягчающий жёсткость детали у её края, то местные напряжения падают и распределяются более равномерно (фиг. 644, б). Коэффициент концентрации падает с 2,0 до 1,4; если же, кроме окружной канавки, сделать подступичную часть вала несколько большего диаметра, как показано на фиг. 645, то коэффициент концентрации удаётся сии- |