
|
|
|
|
Главная --> Промиздат --> Коэффициент поперечной деформации Таблица 29. Определение положения нейтральной оси кривых стержней. Ро с   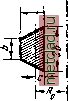    75 s 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 2,8 3,0 3,5 4,0 6,0 8,0 10,0 0,224 0,151 0,108 0,084 0,069 0,058 0,049 0,042 0,036 0,030 0,022 0,016 0,0070 0,0039 0,0025 0,305 0,204 0,149 0,112 0,090 0,077 0,065 0,055 0,047 0,041 0,028 0,021 0,0093 0,0052 0,0033 0,336 0,229 0,168 0,128 0,102 0,084 0,071 0,061 0,053 0,046 0,033 0,024 0,011 0,0060 0,0039 0,352 0,243 0,179 0,138 0,110 0,092 0,078 0,067 0,058 0,050 0,037 0,028 0,012 0,0060 0,0039 0,361 0,251 0,186 0,144 0,116 0,096 0,082 0,070 0,060 0,052 0,038 0,029 0,013 0,0060 0,0039 0,418 0,299 0,229 0,183 0,149 0,125 0,106 0,091 0,079 0,069 0,052 0,040 0,018 0,010 0.0065 x! X Продолжение табл. 29. Ro с 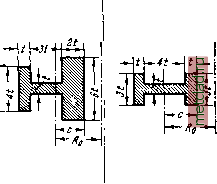 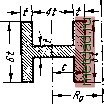 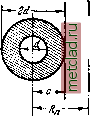 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 2,8 3,0 3,5 4,0 6,0 8,0 10.0 0,409 0,292 0,224 0,178 0,144 0,120 0,103 0,089 0,077 0,067 0,049 0,038 0,018 0,010 0,0065 0,408 0,285 0,208 0,160 0,127 0,104 0,088 0,077 0,067 0,058 0,041 0,030 0,013 0,0076. 0,0048 0,453 0,319 0,236 0,183 0,147 0,122 0,104 0,090 0,078 0,067 0,048 0,036 0,016 0,0089 0,0057 0,269 0,182 0,134 0,104 0,083 0,068 0,057 0,049 0,043 0,038 0,028 0,020 0,0087 0,0049 0,0031 0,399 0,280 0,205 0,159 0,127 0,104 0,088 0,077 0,067 0,058 0,042 0,031 0,014 0,0076 0,0048 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 2,8 3,0 3,5 4,0 6,0 8,0 10,0 N М z.r . (31.29) Радиус кривизны нейтрального слоя вместо 12,26 см по точной формуле (31.27) (см. пример 122, стр. 599). Если разделить трапецию не на 12, а только на 6 частей, то вычисления будут короче: /3,42 4,25 5,08 5,92 6,75 , 7,58\ i 19 +тг+Т5 +1¥ тг ~9~; Радиус кривизны г = 66:5,36 = 12,30 см. Таким путём, как показано выше в §§ 188-189 для прямоугольного, круглого и трапецоидального сечений, можно вычислить величины г и Zq для сечения любой формы. При сложном очертании контура сечения может быть применён приближённый способ вычисления, изложенный в настоящем параграфе. Результаты таких вычислений для некоторых форм сечения даны в таблице 29. В этой таблице приведены значения Zo в долях радиуса Ro в зависимости от отношения Rq/c, где с - расстояние от центра тяжести сечения до внутренних волокон. В крайней левой и крайней правой графах указаны значения отношения (Rq : с). В верхней части всех средних граф изображена форма сечения кривого стержня. Величина Zq определяется умножением соответствующего табличного числа /г на Roy т. е. Zo = kRo. Из этой таблицы видно, что с увеличением отношения Ro/c отношение Zo/Rq быстро приближается к нулю, т. е. нейтральная ось приближается к центру тяжести сечения, а это значит, что уничтожается разница между работой материала в кривом и прямом стержнях. Отсюда же следует, что нейтральная ось в пределе пройдёт через центр тяжести сечения. Таким образом, при значительных величинах отношения Ro/c положение нейтральной оси и величина напряжений в кривом стержне определяются с небольшой погрешностью теми же формулами, что и в прямом. Уже при отношении Ro/c, равном десяти, можно считать величину Zq практически равной нулю. § 191. Анализ формулы нормальных напряжений в кривом стержне. Подставляя в формулу нормальных напряжений (31.15) координаты наиболее удалённых точек сечения (фиг. 522): точки 1 ... Zi и Ri (наружные волокна), точки 2 ... - z и (внутренние волокна), можем написать условие прочности кривого стержня |