
|
|
|
|
Главная --> Промиздат --> Абразионные материалы величины, чтобы избежать газообразования, разрушающего пористую массу. Длительность зарядки - 60 ч. для анодов и 100 ч. для катодов, а при массовых пластинах - 4-6 дней нри постоянном токе и в кислоте 10° Вё. Зная состав пластины, можно с помощью таблицы 16 подсчитать количество электричества, потребного на формовку. Табл. 16.- Количество электричества, потребное на преобразование свинцовых соединений.
При практическом подсчете все указанные в табл. 16 числа д. б. помножены на коэфф. 1,2-1,5, в зависимости от строения электродов и условий формовки. 15. Сборка свинцовых А. Аккумулятор-йые баки делаются: из дерева со свинцовой обкладкой в 1-мм толщиной, из литого и прессованного стек.та, целлулоида (фиг. 17), эбонита и из гуммита. Свинцовые баки тялселы и при тряске иногда пробиваются стеклянными частями; стеклянные имеют преимущество прозрачности,но хрупки и фабрикуются не более как на 100 л, что соответствует 400 кг электродов; целлулоидные имеют преимущество прозрачности и легкости, но огнеопасны; эбонитовые легки, но непрозрачны, дороги и нередко дают течь. Цена эбонита понижается в три раза прибавлением органических веществ (гудроны, смолы, вар, лсирные масла, фактисы) и наполнителей (асбест, тальк, известь, каолин, углекислый кальций или магний, сернокислый барий, кремнезем, кремнекислый алюминий, окись железа, окись цинка, окись свинца и углекислый свинец, эбонитовые опилки и т. д.). Иногда делается чрезвычайно вредная примесь соединений железа. Эбонит для баков уд. в. 1,4-1,6 может содержать примерно: 30-50% каучука и фактисов, 15-20% сульфированных соединений и свободной серы, 25-15% минеральных и 5-10% смолистых ве-  Фиг. 17. А. почтовый неподвижный в стеклянном баке фирмы Гейнца. Аноды автогенные большой поверхности с поверхностным развитием 1 О, катоды - пастированные с двойной цельной решеткой. ществ. Эбонитовые баки испытываются либо наполнением концентрированной серной кислотой, иногда нагретой до 50°, и оставлением в баках на>сутки, иногда холодной, либо,ВЫСОКИМ напряжением (румкорф, дающий искру до 30 см). Соединения между электродами делаются либо автогенной пайкой на водородной или ацетиленовой паяльной лампе, либо сваркой электрической. Этот процесс требует опытности и тщательности; для облегчения пайки применяется иногда при-ной Поллака (15 ч. свинца, 4 ч. ртути и 1 ч. сурьмы), при котором достаточно газовой горелки или бензиновой паяльной лампы. Токоотводящие провода делаются медные, с гальванонластическим свинцовым покрытием для защиты от разъедания. Электродные прокладки ( сепараторы ) делаются из перфорированных листов эбонита или целлулоида, а также тех или других с деревянной фанерой; они имеют назначением предупреждать короткие замыкания при короблении электродов и выкрашивании активной массы. Применяемая тут фанера предварительно освобождается от инкрустирующих веществ, т. к. в противном случае эти последние могут способствовать растворению активной массы. Бюро стандартов в Вашингтоне изучило действие двух видов обработки-перегретым паром (а) и щелочью (б)-на древесину разных видов дерева и нашло, что механическая прочность сепараторов идет в убывающем порядке по ряду: кедр б, кедр а, кипарис б, кипарис о, липа б, липа а, тогда как электрическое сопротивление идет по убывающему ряду: кипарис а, кедр а, кипарис б, липа а, кедр б, липа б, при чем и та и другая величина пропорциональна толщине слоя. Электролит в некоторых, сравнительно редких, случаях сухих А. приводится к неподвилаюсти либо при помощи пористых неактивных тел, напр. пористого гранулированного фарфора (Фери), либо прессованных древесных опилок, помещенных как сепаратор (Фульмен), либо при помощи геля кремнекислоты, осаждаемого из жидкого стекла. По Шоопу, к 1 000 ч. серной к-ты, уд. в. 1,25, подмешивается 20 ч. протертого волокнистого асбестового картона и в эту смесь быстро вливается и перемешивается 350 ч. продалсного жидкого стекла, не содержащего хлора и других примесей. Заранее формованные пластины заливают этой смесью, когда она получит консистенцию масла, а через 24 ч. приступают к зарядке, налив слой разбав.71енной кислоты. Всеобщая комн. электричества применяет для той же цели тесто из глины с инертными веществами, в роде аморфного угля, кизельгура и т. д. 16. Производство , щелочных А. Промышленностью усвоены щелочные А. трех типов: американские- Эдисон , шведские по патентам Юнгнера - Nife и французские, близкие к американским более раннего типа - S. А. F. Т. (Societe des accu-mulateurs fixes et de traction) (фиг. 18). Промышленная история щелочных А. едва насчитывает 36 лет; за этот срок придуманы  разные мелкие конструктивные и производственные усовершенствования, однако главные начала конструкций всех типов остаются сходными мелгду собой, а подробности производства составляют секрет фирм. Чтобы дать представление о сложности этого производства, здесь излагается один из процессов получения активной массы по Э д и с о и у. Для анод о в раствор азотнокислого никеля обрабатывается при нагреве гидратом окиси магния. Осадивши йен гидрат окиси никеля Ni(0H)2 после нромывхйи и просушки током сухого хлора превращается в гидрат нерекпси Nijj(OH)e. После промывки из этого последнего делается в смеси с чешуйками графита, водой и поташом тесто, раскатываемое в тонкие листы, к-рые раздробляются и вновь Фиг. 18. Общий вид ще- раСкатываютСЯ, полочного А. французской ка каждая чешуйка фирмы b.A.F.i. графита не будет обволокнута перекисью. Тогда .масса прессуется. Для катодов окись железа ЬегОз восстанавливается током сухого водорода нри 480°, при чем ток этот продолжается после охлаждения еще 15 ч. Затем порошок смешивается с окисью ртути и аммиачным раствором окиси меди и прессуется. Затруднения при конструировании железо-никелевых щелочных А. проистекают от малой проводимости активной массы и от легкости поглощения углекислоты из во.здуха щелочным электролитом (20%-ны11 раствор едкого кали с некоторым содержанием едкого лития); кроме того, активная масса легко выкрашивается. Отсюда вытекает необходимость устройства электродов из лмассы, пронизанной никелевой основой и окруженной стальными никелированными пластинами с отверстиями. Одно из новых усовершенствований-составление этой основы последовательно скручиваемыми в пучки тонкими проволоками. Баки дергаются тоже стальными, никелированными и ДО.ЯЖНЫ закрываться герметически. Прилагаемыми изображениями поясняется в общих чертах устройство железо-никелевых А. Они характеризуются значительным внутрепним сонротивлением, и потому уве-.тичение си.ты разрядного тока весьма по-шикает среднее напряжение разрядки. Емкость же, напротив, ;иало зависит от разрядного режима, так что энергия убывает в зависимости от мощности менее быстро. Т. о. железо-нике.тевый А. имеет перед свинцовым преимущество только при больших нагрузках. Кроме того, оп допускает весьма сильные токи и пе повреждается, будучи оставленным без заряда. Отдача электричества им-60-80%, а энергии - 45-55%. Железо-никелевый А. превосходит свинцовый по энергии, отнесенной к массе, при 3-часовой разрядке и равен свинцовому при 5-часовой. Но по энергии, отнесенной к объему, он ниже свинцового А. на 5% при 3-часовой разрядке и на 20% при 5-часовой. Емкость его зависит также от режима зарядки. В итоге лселезо-пикелевый А. приблизительно равноценен со свинцовым, т. к. имеет свои преимущества и свои недостатки, а более высокая стоимость его компенсируется бо.тьшим сроком службы (фиг. 19). 17. Экономические данные производства аккумуляторов. Аккумуляторное производство в СССР сосредоточено в руках Эле-ментно-ахскумуляторного треста, имеющего два завода: Ленинская искра (б. Тюдор, основан в 1892 г.) и Имени лейтенанта Шмидта (б. ТЭМ; з-д основан в 1915 г.). В довоенное время потребление свинца в России на А. составляло 1 200 т, а в настоящее- СССР перерабатывает 600 т, Германия 15-20 тыс. т, т. е. в 25-30 раз больше, чем СССР, а С.-А. С. Ш. от 35 до 40 тыс. т, т. е. в 60-70 раз больше. Весь аккумуляторный свинец ввозится к-нам из-за границы. До войны 75% из-* де,лий заграничн. рынка приходилось 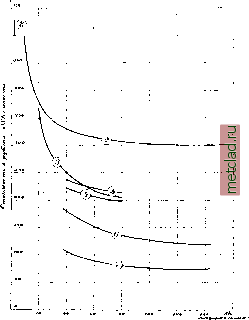 Фиг. 19. Стоимость kWh емкости щелочных п кислотных аккумуляторов разных типов. Щелочные А,: 1-раднобатарея, 2-емкостный. Свинцовые А. разных типов производства Аккумуляторного треста СССР: J. 4 и 5-типа Ц.В., (i-V.O.. ;-К., р.г. на А. с поверхностными пластинами, тогда как в настоящее время приблизительно такое же расиространение получили А. с электродами пастированнрлми, так что главное применение А. перешло за границей от станционных батарей к переносным. У нас, показывает следуюп1;ая таблица, происходит процесс обратный. Сравнительное потребление типов А. в процентном отношении.
Фиг. 1, Б дает диаграмму примерного распределения выпуска источников тока (А. и гальванических элементов) по назначению. Главная стоимость А. падает на материалы и энергию, тогда как рабочая сила, производительная и непроизводительная, составляет лишь около 0,1 себестоимости продукции: материалы 60%, заработная плата 10%, накладные расходы, включая заработную оплату вспомогательных рабочих и технического персонала, 35%. Для заграничной калькуляции нужно учитывать меньшую стоимость материа.лов (около 20%) и энергии, а также меньшую величину заработной платы и накладных расходов. Т. о. соотношение отдельных статей остается при грубом подсчете приблизительно таким же. Из этой калькуляции видно, что механизация производства едва ли может значительно удешевить продукцию А. 18. Санитарные условия. Производство А. требует особых мер безопасности и нуиедает-ся в особом внимании инспекции труда. Главные материалы свинцовых А., свинец и его соединения, вызывают, при поступлении в организм как в газообразном, так и в пылеобразном или растворенном состоянии, ряд заболеваний, хронических и острых, известных под общим названием сатурнизма, или свинцового отравления (см.). Пары свинца выделяются при отливке пластин, нри горячей прокатке и прессовке их и при пайке электродов. Пыль свинцовая и свинцовых соединений может распространяться от форм для отливки и при изготовлении и намазывании пасты; в растворенном виде свинец может поглощаться при пастировке вручную, при трогании пластин и пр. Хроническое отравление свинцом ( свинцовая болезнь ) выражается в общем расстройстве питания, трясении рук, свинцовых коликах, свинцовых пара.тичах, свинцовой эпилепсии и вообще в свинцовой кахексии (анемии); острое - в ярко выраженных нелудочно-кишечных заболеваниях и в параличах. Отмечено, что у пьющих спиртные напитки свинцовое отравление чаще и тялелее, чем у непьющих. Санитарные и гигиенические меры: хорошая вентиляция, просторное, светлое и сухое помещение,-в частности, особый отвод свинцовых паров в литейном цехе, - обилие умывальников в рабочих помещениях, соблюдение строжайшей чистоты в помещениях, ванны и души для рабочих, запрещение еды в рабочих помещениях, мытье рабочих перед уходом и перед перерывом, особая одежда, хранящаяся при заводе, по- лоскание рта перед едой, сравнительно короткий рабочий день (особенно в более опасных помещениях), регулярный медико-санитарный надзор и осмотр рабочих, борьба со спиртными напитками. В качестве профилактики указывается употребление слизистых и жирных обволакивающих кушаний и напитков, особенно молока, частое мытье и перемена белья, теплая одежда; противоядие - сернокислые натрий и магний. Кроме свинцового отравления, аккумуляторное производство имеет еще ряд опасных сторон, вынуждающих к принятию предупредительных мер. Прелсде всего опасность представляет серная кислота, дающая испарения, брызги и выделяющиеся при формовке газы; затем пары различных веществ (смотря по способу производства), аммиак, ожоги в литейном цехе, связанные с быстротой и непрерывностью процесса отливки; наконец, возмож;ность возникновения пожара в эл.-хим. помещениях. Эти обстоятельства подтверждают необхот димость вышеуказанных мер и требуют ряда новых - особого запрета курить и пользоваться огнем в формовочных помещениях, наличия тут же, в литейном цехе, средств от ожогов кислотой (тряпки, сода) и от горячих ожогов (перманганат). Кроме всего прочего, производство А. нулодается, с точки зрения санитарно-гигиенической, в возможно последовательно проведенной механизации, хотя бы даже таковая и не была экономически бесспорно выгодной. Женщины и несовершеннолетние к производству А. не допускаются. п. Флоренский. III. Применение аккумуляторов. 19. По своему назначению А. подразделяются на: 1) неподвижные (стационарные) , 2) п е р е д в и ж и ы е (для нужд транспорта) иЗ) переносные. От первых требуется гл. обр. долговечность, без особых ограничений объема и веса, от вторых - компактность и легкость, от третьих - выносливость при плохом уходе. У свинцовых А. каждый из типов имеет различную уд. емкость: наибольшая - у передвижных (до 20 Ah на кг полного веса), наименьшая - у больших стационарных (3 Ah на кг веса). Щелочные А. имеют для всех применений почти одинаковую уд. емкость, порядка 15-20 Ah. Совокупность нескольких А., соединенных между собой для работы на общую сеть, называется аккум. батареей. 1) Стационарные А. применяются или в качестве источника энергии (емкостные батареи), или как регуляторы колеблющейся нагрузки станции (буферные батареи). Емкостные батареи применяются на небольших электростанциях постоянного тока для работы ночью при бездействии генераторов и для выравнивания графика работы последних. В сетях постоянного и переменного тока батареи А. устанавливаются как резерв на случай аварии в театрах, кино и т. д. На электростанциях переменного тока устанавливаются батареи А. для питания автоматических выключателей, приборов и аппаратов и как источник для освещения на случай аварии. На Шатурской ГЭС для этой цели имеется батарея
|
||||||||||||||||||||||||||||||||||||||||||||||||||