
|
|
|
|
Главная --> Промиздат --> Абразионные материалы Органические соединения. Алкоголь. Глицерин с серной кислотой. Фенол в водном или алкогольном растворе. Нафталин. Антрацен (раствор в уксусной кислоте). Г.люкоза, декстрин, сахароза, крахмал. Камфора, коллодий, взрывчатая хлопчатая бумага (раствор в бензоле или щелочи). Альбумин, фибрин, казеин. Пиридин (алкогольный раствор). Морфий, сернокислый хинин. Льняное масло, некоторые смолистые мыла, янтарь, некоторые ископаемые смолы (в алкогольном растворе). Каучук. Асфальты (в алкогольном растворе). Битум (раствор в бензоле или в метиловом алкоголе). Инертные вещества. Глина, инфузорная земля и фарфор в порошке. Сажа и т. д. Одни из этих веществ служат физич. склейкой, другие ведут к возникновению различных химич. соединений, третьи дают пористость анодам, четвертые задерживают выкрашивание катодов. Но каково бы ни было вещество, примененное для связи, цементирует активное вещество электродов и дает ему твердость сернокислый свинец, образующийся либо при пастиро-ваиии электродов, либо при одной из последующих операций. Вод а-дистиллированная, но б. ч. допустима и профильтровапная речная. Серная кислота - применяется предпочтительно полученная из серы; обыкновенная кислота тоже допустима, но .тшшь после пропускания через нее в течение 24 час. сернистого водорода, последующего отстаивания в течение 24 ч. и декантации. Растворение кислоты следует производить приливанием кислоты в воду, а не наоборот, т. к. иначе могут получаться опасные брызги. Баки для смешивания должны быть не-разъедаемыми кислотой и делаться деревянными со свинцовой обкладкой, каменными, свинцовыми и т. д. Кислота производит опасные ожоги кожи; нейтрализуют ее нашатырным спиртом или содой. Главные загрязнения кислоты: азотистые соединения, сернокислый свинец, хлор, платина, мышьяковые соединения, яселезо, медь, цинк и т. и. Наиболее вредна нримесь благородных металлов; напр., недопустима примесь платины свыше 0,0001%. По стандарту ВСНХ, принятому также НКПиТ, аккумуляторная серная кислота должна удовлетворять условиям: 1) крепость к-ты 20-66° Вё, уд. в. 1,83 при 66° Вё; 2) содержание железа и азотистых продуктов д. б. 5> 0,01%; 3) мышьяк, хлор и окись азота должны отсутствовать; 4) кислота д. б. прозрачна и бесцветна. Стандарты аккумуляторных кислот существуют до настоящего времени только в СССР и утверждены как обязательные общесоюзные стандарты Комитетом по стандартизации при СТО. Эти стандарты предусматривают два вида кислот: аккумуляторная кислота I, крепостью 22° Вё и аккумуляторная кислота II, крепостью 65°,5 Вё. Для этих кислот устанавливаются следующие предельные содерж;ания примесей: Аккум. ки- Аккум. кислота I слота II Железа не более .... 0,006% 0,02% Твердого остатка не более 0,05% 0,15% г. Э. т. I. Кислоты Д. б. прозрачны и бесцветны н не должны содерлсать хлора, окислов азота, мышьяка, органических примесей и металлов, осалсдаемых сероводородом. Допускаются следы аммиака и металлов, осаждаемых сернистым аммонием. Помимо строгого регламентирования порядка отбора проб, стандарты аккумуляторных кислот дают подробную методику аналитической проверки приведенных условий. Удельный вес определяют ареометром Боме (см. Ареометрия). Содержание лс е л е 3 а определяют осансдепием полуторных окислов, восстановлением окисного л-ге.теза в закисное и последующим титрованием КМПО4. С о д е р Лг а и и е твердого остатка определяют выпариванием кислоты досуха и прокаливанием остатка до постоянного веса. Остальные примеси определяют исключительно качественным путем. Отсутствие мышьяка определяют аппаратом Марша; зеркало доллепо отсутствовать. Отсутствие хлора проверяют реакцией с AgNOa. Отсутствие азотистого ангидрида проверяют реакцией с крепким раствором железного купороса. О т-сутствие орган и*1еских примесей проверяют прибавлением к кислоте 2 - 3 капель КМПО4, при чем раствор не должен обесцвечиваться. Упаковка аккумуляторных кислот пока пе стандартизована, в стандартах л:е имеется только указание на то, что к-та должна наливаться в стеклянную посуду. 13. Производство свинцовых электродов. О т-л и в к а. Электроды поверхностные делаются из чистого свинца-либо отливкой, либо механич. способом,а поддержки пастированных электродов-из сурьмянистого свинца и чаще всего литьем. Многократная переплавка свинца вредит его качеству. Плавление свинца и отливка ведется в специальных печах (фиг. 14), при t° металла от 500 до 900°. Т.к. сурьма легко окисляется, то ее убыль возмещается прибавлением новых порций богатого сурьмою сплава. Уменьшение поверхности испарения и покрытие ее древесным углем, дающим восстанавливающую атмосферу, предохраняет свинец от образования окислов, делающих отливки весьма ломкими. Отливка производится иногда под пневматическим давлением. Матрицы для отливки, снабженные 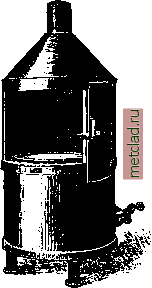 Фиг. 14. Печь системы Бель-вю для плавления свинца (газовая или керосиновая). продухами, употребляются чугунные, стальные или бронзовые; поверхность их покрывается сангвиной или припудривается тальком или ликоподием; после отливки 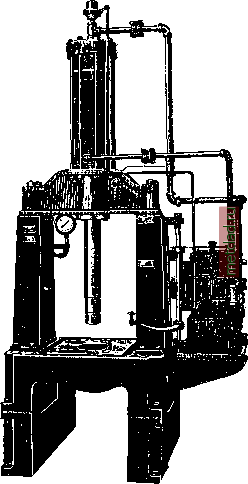 Фиг. 15. 50-тонный гидравлический пресс системы Ойлгир, с иомпой постоянного давления для композиционных отлпвок. пластины отделываются. Вальцованный свинец менее разъедается и более равномерно окисляется, нелсели литой. Поэтому предпочитают механич. производство электродов; при этом свинец обрабатывается либо при t°, близкой к плав-тению, и отлшмается гидравлическим прессом (фиг. 15), либо в холодном состоянии. Пастировка. Существуют различные рецепты смеси для активной массы (табл. 14). В интересах емкости выгодно исходить от возмолснр более окисленных соединений и получать возможно более сернокислого свинца. Увеличение глета в анодах увеличивает твердость насты, но уменьшает пористость. Применяются также пасты на свинцовой пыли и с сернокислым аммонием. Для рамочных пластин пасту замешивают на слабом растворе одного из органических связывающих веществ, как-то: водный или алкогольный раствор фенола, ацетоновый раствор антрацена, алкогольный раствор (или пары) пиридина, некоторые смолистые масла, асфальт или битум в алкогольном или бензиновом растворе,-после чего пластины просушиваются в течение 6 часов при 110°. Пастовая смесь размешивается возможно тщате.тьнее, в машинах (фиг. 16), 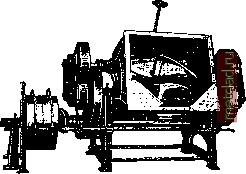 Фиг. 1 6. Автоматическая мешалка для окиси свинца системы Дэй. облицованных сурьмянистым свинцом для предохранения от разъедания составными веществами смеси. Столы для смеси покрываются свинцом, стеклом, шифером, асбестом, парафинированным деревом и пр. Па-стирование электродов делается б. ч. вручную, причем катоды пастируются под сильным давлением, а аноды под легким. Сушка пластин ведется либо на воздухе, либо в печах, при 25 -100°; при 100° она продолжается 3 суток. По Г. Вагнеру, пластины больш. поверхности прессуются из древесных Табл. 14.-Р е ц е п т ы смеси ял п активной массы свинцовых А. № рецепта Аноды Катоды Чистый сурик, серная кислота 15 Вё. 1 ч. глета и 3 ч. сурика, серная кислота 15° Вё. Чистый глет, серная кислота 15° Вё. ; 1 ч. сурика и 3 ч. глета, серная кислота ! 10° Вё. Чистый сурик или смеси сурика с глетом в разных пропорциях, раствор сернокислого адгмопия 15-18° Вё. Сурик, раствор сернокислого магния, уд. в. 1,18. Сурик, 5% кристаллич. сернокислого магния, раствор сернокислого магния. 80 ч. сурика, 10 ч. глета, 10 ч. кристаллич. сернокислого магния, серная кислота 15 Вё. Смесь сурика и глета в различных пропорциях, раствор сульфоглицерина (1 объем глицерина на 5 объемов серной кислоты 15 Вё). Сурик замешивается с раствором едкого кали, уд. в. 1,10-1,15 (литаподы Фитц-Д;керальда). После сушки и вымочки в воде погружается в ванну с сернокислым магнием. 10 ч. сурика, 80 ч. глета, 10 ч. сернокислого магния, сернаякислота 10 Вё. опилок, пропитанных раствором сернокислого аммиака уд. в. 1,142 и закатанных затем в последовательные слои сурика (или глета, смотря по знаку пластины), угля и прокаленного гипса; просушенные при 120° пластины погружаются в серную кислоту уд. в. 1,2-до разрушения ядер из древесины. В. де-Пльюс сушит пластины обычного состава перегретым паром при 260° и давлении 9-13,5 кг/см. ОКинан примешивает к активному веществу около 10% инертного пломбажина, порошка из ретортного или древесного угля, опилок никелевых, вольфрамовых, железо-никелевых и т. д, Шимадзу делает пасту из 300 ч. перекиси свинца, 0,45 ч. воды или серной кислоты; паста дает гидрат и тем компенсирует усушку. Перекись свинца он получает измельчением свинца в барабане. Наиболее интересны пластины Каваками. Рамы их делаются из свинцовой амальгамы (1% ртути), и в них наливается сплав по одному из следующих рецептов:
После центрифугирования таких пластин при 1°пл. евтектики в течение 20 - 30 м. остается один чистый свинец пористого строения. 14. Формовка электродов. Этим термином обозначается совокупность операций, преобразующих поверхностный слой чистого свинца у электродов большой поверхности или смесь свинцовых соединений, составляющих пасту наведенных пластин, в перекись свинца на аноде и в губчатый свинец на катоде. Формовка всегда слагается из двух процессов: 1) хим. преобразование, ведущее к образованию на обоих электродах некоторого количества сернокислого свинца; 2) эл.-хим. преобразование - окисление веществ на аноде и восстановление их на катоде. Для наведенных пластин эти про- Табл. 1Ь .-и риемы формовки цессы последовательны, для пластин большой поверхности они сперва последовательны, а затем совместны, т. к. по мере превращения уже имевшегося сернокислого свинца образуется новый. Формовка положительных и отрицательных пластин может вестись как вместе, так и порознь. Совместная формовка, применяемая большинством мастерских, дает экономию времени, места, труда, материала и тока. Неудобства: окончание процесса формовки анодов раньше, чем катодов, вследствие чего приходится делать замену первых; электролитически- перенос на катоды загрязнений с анодов. Предпочтительно поэтому вести формовку анодов и катодов врозь, применяя в качестве парных электродов свинцовые пластины в 3-4 мм толщиной или непастиро-ванные решетки. Формовка бывает черной и белой. Первая доводит электроды до окисленного состояния, и потому при установке их на станциях не требуется специальных реостатов, но зато электроды хуже выдерживают перевозку. Вторая дает губчатый свинец; такая формовка механически прочнее, но при установке А. необходимы специальные реостаты. Формовка пластин большой поверхности идет медленно и требует большого расхода тока. Ради облегчения этого процесса придумано много различных приемов, ведущих к образованию рыхлой поверхности (табл. 15). Формовка пластин с наведенными окислами состоит в зарядке их, при чем электролитом служит либо серная кислота 3-10° Вё, либо сернокислые соли щелочных или щелочноземельных металлов. Если в пасте содержатся хлористые и другие со.чи, то электроды сперва подвергаются восстановлению посредством образования пар с цинковыми катодами в растворе хлористого цинка, затем уже, после промывки, электроды заряжаются током плотностью 0,02 А/дм, увеличиваемой постепенно до 0,04 А/дм, а затем снова уменьшаемой до нача.яьной пластин большой поверхности. 1) Формовка обращениями. 2) Формовка электро - химич. (обычно только одна разрядка, с замедлением образования двуокиси сввица). 3) Формовка инородная или осаждением. Прием Планте в собственном смысле состоит в многократных зарядках - разрядках с изменением знака электродов. Сначала зарядки - разрядки быстро следуют друг за другом, затем электродам дается все более длительный отдых между зарядкой и разрядкой. а) Прибавка посторонних веществ, анионы к-рых отделяются при разности потенциалов меньшей, чем это требуется для отделения ионов PbOj. б) Предварительное разъедание свинца хим. путем. в) Без прибавления посторонних веществ. Осаждение перекиси и губчатого свинца .электролизом свинцовой соли. Продолжительность от нескольких недель до нескольких месяцев. Требует большого расхода тока. Копцептрация серной кислоты 1-10%. Рекомендуется повышение f ванны. Предлагались и иные растворы, но они дают не .лучшие, или даже худшие, результаты. Азотная кислота, азотнокислые, хлористые, двухромовокпслые и прочие со.ли щелочных металлов; кислоты муравьиная, уксусная, щавелевая и т. д. Глюкоза, алкоголь, альдегиды и т. д. Разбавленная азотная кислота, азотнокислый свпнец и т. д. Слабое папряжение с подогреванием. Сернокислый свинец в растворе виннокислого аммония.
|
||||||||||||||||