
|
|
|
|
Главная --> Промиздат --> Абразионные материалы прорезиненного полотна. В дальнейшем это полотно, для накладки покровного слоя клейкой резины, пропускают еще через упомянутый вертикальный каландр. Резина но сортам, в зависимости от назначения и раз.мера покрышки, отмеряется по весу или шаблону, а полотно, такл<.е в зависимости от размеров и типа покрышки, раскраивается полосами по диагонали. В таком виде заготовки поступают во второй этап производства, называемый постройкой покрышки (фиг. 4). Основанием пневматической покрышки слулсит т. и. каркас из ткани. Этот каркас, состоящий из нескольких налоленных друг на друга тканевых прокладок, строится соответственно каждому размеру покрышек, путем накатки длинной ленты прорезиненной ткани па плоский барабан или металлический разборный сердечник, имеющие форму внутренней полости покрышки. 1\,оличество и ширина прокладок строго соответствуют типу и размеру покрышек. Во время накатки такого развернутого каркаса к бокам его прикрепляются заранее заготовленные крылья бортовой части. Развернутый каркас в виде плоского браслета натягивается на т. н. мягкую рабочую камеру и по ней обжимается. Средняя часть такого каркаса растягивается специальным приспособлением. В дальнейшем на готовый тканевый каркас наклеивают с внешней стороны полосы резины по бокам, а среднюю часть, кроме того, усиливают еще несколькими слоями ткани. Сверх этого усиления накладывается толстый слой т. п.. протекторной резины. Третий этап производства покрышек состоит в вулкапизации. Сырая покрышка снимается с рабочей камеры или сердечника и закладывается в тяжелые металлические формы, состоящие из двух симметричных половинок с осью симметрии, совпадающей с наибольшей осью продольного сечения покрышки. Выемка в форме точно соответствует наружному габариту покрышки. Для того, чтобы стенки покрышки плотно прижались к форме, а также для облегчения вулканизации, внутрь покрышки закладывается мягкая варочная камера. В камеру через вентиль под давлением вводится воздух, вода или нейтральный газ. Формы спрессовываются и подвергаются в т. и. автоклавах продоллительному нагреву, вызывающему явления вулканизации. В это лее время на покрышке запрессовывается рисунок рельефа беговой дорожки, марка, размер и номер покрышки. Возможность повреждения в виде проколов и пробоин составляет основной недостаток иневматиков. В случае такого сквозного повреждения покрышки и камеры и связанной с этим утечки воздуха пневматик сразу теряет все свои преимущества. Средние эксплоатационные нормы автомобильных пневматических шин на современных дорогах СССР достигают 8-10 тыс. км для иневматиков легковых типов (в 1927 г.). Для иневматиков гигантов средний километраж доходит до 18-25 тыс. км. Пневматики, не выдерлчавшие установленных норм километранса, в случае незначительных механических повреждений м. б. легко отремонтированы и вновь пущены в эксплоатацию. В особенности это относится к камерам. Размеры, типы и эксплоа-тациоиные нормы пневматикой елеегодно меняются. Стандарты автомобильных пневматических шин почти во всех странах мира ежегодно пересматриваются. Для СССР на 1927 г. и впредь до изменехшя стандарт автомобильных и мотоциклетных шин уста-нов.лен СТО. Технические условия и инструкции приемки шин сводятся к контролю качества изделий, взятых в онреде-ленном % к принимаемой партии, на основе доступных, объективных и заранее установленных признаков. Для иневматиков эти признаки определяются эластичностью резины, отсутствием повреледений на поверхности покрышки и камеры и полным соответствием размеров покрышки и камеры размерам обода. Кроме того, в камерах тщательно проверяется добротность стыка и надежность вентиля. Хранить пновма- 10 и 12 9 8 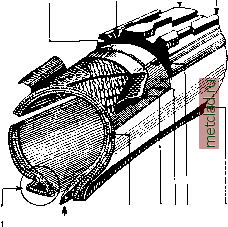 2 3 4 5 6 7 Фиг. 4. Пневматическая автошина; i - крыло бортовой покрышки, а-сердечник безбортовой покрышки, 3-каркас, -прокладка, 5-буфер, 6-подпротектор, /-бортовая ленточка, S-боковая часть, 9-боковая дорожка, i о-протектор, i 2-канавка, i 2-центровая дорожка. тические покрышки и камеры без вреда для них молено лишь в течение IVz-2 лет, притом в специальных помещениях, ибо сырость, холод, жара и свет вредно отра-леаются на качестве иневматиков. Правильная монтировка, частая проверка внутреннего давления шин, выверка колес, рулевого, тормозного и передаточного механизмов и рессор автомобиля, наряду с учетом шин, должны составлять постоянную заботу рационально поставленного автопредприятия. II. П о л у м а с с и в н ы е А. отличаются тем, что слеатый воздух иневматиков заменен резиной или другим подобным материалом. Не обладая преимуществами пневматикой, полумассивпые шины лишены и их недостатков, проколы и пробоины безвредны для их службы, они требуют меньшего ухода за собой. Применяются они для грузовых, броневых и специальных автомобилей средней грузоподъемности. Полупневматики бывают двух типов: 1) обыкновенные пневматики, с камерой или без таковой, после их монтировки на обод вместо сжатого воздуха заполняются так наз. наполнителем . Наполнитель бывает или желатинообразного состава, или им служат каучукоподобные шашки или губки, заполняющие внутрернюю полость шины. Известно до 70 патентов наполнителей, но ни один из них не получил пока широкого распространения и не пришел на смену пневматика, оставляя т. о. наиболее заманчивую для изобретателей проблему замены пневматика неразрешенной; 2) т. н. эластики построены на принципе использования амортизирующей способности резины, взятой в толстом слое. Для уменьшения веса и улучшения амортизирующих качеств, шиНы эти применяются более широких профилей, но в самом массиве имеют сквозные каналы и ниши. Этот вид шин находит все большее применение для грузоврлх автомобилей всех видов и назначений, представляя наиболее удачную замену более жестких массивных А. В эксплоатации эластики, после обычной монтировки гидравлическим прессом, не требуют никакого ухода и имеют километ-ралс, приближающийся к типу гигант . П1. Массивные А. (фиг. 5), или грузошины, или плот порез и-новые. Толстый слой массивной резины. 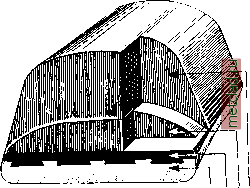 1 2 3 4 Фиг. 5. Массивная шина: 7 - стальной бандаж, 2-роговая резина, J-полутв. резина, 4-протектор. налолсенный на стальное кольцо, представляет довольно жесткую для наших дорог автомобильную обувь. Такие шины применяются для тялгелых грузовых и специальных автомобилей с небольшими скоростями. В работе эти шины достаточно надежны. Для монтировки они требуют специальных приспособлений. Известны два типа массивных А.: 1) прессовый тип, при котором стальное кольцо натягивается на обод специальным прессом большой мощности; имеет наибольшее распространение; 2) съемный тип, закрепляющийся на ободе посредством специальных конусных вставок между ободом и стальным кольцом шины; вследствие сложности арматуры и ненадежности соединения этот тип шин выходит из употребления и заменяется прессовым. Массивная грузошина изготовляется путем последовательной накатки резины разных сортов на стальной плоский бандаж. На наружной поверхности бандажа проточены канавки в виде ласточкина хвоста. В эти капавки запрессованы полоски эбонитовой резины. На них накатаны полосы более мягкой резины, а сверх них- массив беговой резины. Последний получается или наращиванием тонких лент, или в виде толстой колбасы. После постройки массива шина закладывается в металлические формы, запрессовывается и вулканизируется в автоклаве под большим давлением в течение нескольких часов. Шины типа эластик изготовляются таким ле способом, но в массив вставляется разъемный сердечник. При приемке надо обращать внимание на эластичность резины, отсутствие внешних дефектов и особенно на качество и цельность стального кольца в месте стыка. Хранение массивных шин в условиях, указанных для пневматиков, допустимо в течение 2 - 3 лет без вреда для качества их. Размер и применение массивных шин определяются профилем шины, нагрузкой на него и диаметром обода, на к-рый шина монтируется. На 1 см профиля приходится в среднем около 100 %г нагрузки. Этот тип шин постепенно выходит из употребления и с успехом заменяется эластиками и особенно пневматикамн типа гигант . Для советских дорожных условий массивные грузошины не могут быть рекомендованы. Стандартные обозначения грузошин для СССР на 1927 г. приняты для 15 размеров прессового типа шин. В силу специфцч. условий монтажа шин принята след. методика обозначения: АхВхВ, где А - наибо-т. диаметр шины, В - ширина профиля, D - диам. обода колеса. Для 28 ООО ООО механич. экипажей мира (в 1927 г.) изготовляется свыше 120 ООО ООО шин. На изготовление такой массы шин расходуется в год около 400 ООО т каучука и 300 ООО ООО м хлопчатобумажной ткани. В производстве шин занято около 350 000 человек. Свыше 85% всего мирового производства шин изготовляется в С.-А. С. Штатах. Лит.: Розе и б ер г С. и др.. Шины, М., 1926; Pearson Н. С, Pneumatic Tires, N. Y.; 1922; раннее издание перераб. R. DitmarOM и изд. на нем. яз. HartlebenoM под назв. Gummireifen, Wien, 1910; Petit Н., Le Pneumatique, P., 1912; Fergusons Book of Motor Tyres, L., 1924; Мотор . M.; Бюллетень правления Резинотреста (на правах рукописи), М.; In(lia Rubber Worlcl , N.Y.; TireS>, N. Y.; The Rubber Age , L.; The Tires Rate Воок , N. Y.; Le Caoutchouc et la Gutta-Percha , P.; Kautschuk>, в.; Gummi-Zeitung.>, В.; Circular of the Bureau of Standards*, Wsh. Каталоги, проспекты, прей с-к у р а н-ты: Резинотреста, Fisk, Fayrsto, Michelin, Continental и т. п.; 40 Jahre Kautschukforschung (указатель статей в Gummi-Zeitungi> за 40 лет до 1 927 г.), изд. Gummi-Zeitung , Berlin. С. Роаенберг. АГАВА-ВОЛОКНО, волокно, получаемое из листьев различных видов агавы. Наиболее распространенное А.-в.-с и з а л ь из Мексики и Ю. и Ц. Америки. Во-токно отделяется процессом мочки; оно белого цвета, с легкой желтизной, блестящее, устойчивое к влаге, по виду напоминает ма-нильскую пеньку (см.), по качеству ей уступает. Длина технического волокна достигает 0,7 - 1,0 м, элементарного--в среднем 2,5 мм; поперечник сечения - 24 [к, ЛГАЛИТ употребляется часто в смеси с манильской пенькой и другими родственными волокнами для производства шпагатов, канатов, дешевых ковров и других грубых тканей. Лит.: см. Волокна. АГАЛИТ, силикат магния МдзН2(810з)4, того же состава, что и тальк; минерал сероватого цвета (несколько свет.чее талька); под микроскопом имеет вид длинных игольчатых кристаллов. А. применяется как наполнитель при производстве низких сортов писчей бумаги (реже печатной); при печатании на такой бумаге агалит загрязняет шрифт пылью, и тонкие линии клише быстро изнашиваются, АГАЛЬМАТОЛИТ, минера.т хим. состава KjO-4AlaO.,-12810 -ЗНгО, тв. 1,5, уд. в. 2,8, цвет белый, желтый, зеленый. Минерал превосходно поддается обработке и шлифовке и служит материалом для мелких поделок- ваз, статуэток и т. п., в огромном количестве изготовляемых кустарным способом в Китае (центр-Гонконг). В СССР А, встречается в Семиречьи (Казакстан), но его месторождения мало изучены и не разработаны. АГАР-АГАР, японский или бенгальский клей из морских водорослей, обладает коллоидальными свойствами. По хим. составу представляет углевод, полимер галактозы, т. н. гелозу ; при кипячении с растворами минеральных кислот преврашает-ся в галактозу, В теплых водных растворах врашает влево, при продолжительном пагревании становится правоврашающим. При гидролизе А.-а. дает незначительное количество пентозы. Безвкусен, без запаха, нерастворим в холодной воде, распускается в горячей. По охлаждении раствор леелатинируется в гель. В водном растворе таннина не дает осадка (что указывает на отсутствие желатина) и синего окрашивания с иодом (отсутствие крахмала). А.-а. находит широкое применение в бактериологической технике - среда для вырашива-ния бактерий, в кондитерском производстве-вяжуший материал, в медицине входит в состав многих препаратов (слабительное, средство от кашля). Лит.: Allen А. Н., Commercial Organic Analysis, V. 1,L., 1898; Konig J., Chemie d. mensch-lichen Nahrungs- u. Genussmlttel, 4 Aufl., B. 1, p. 809, 1498, B. 2, p. 937-8, В., 1920-23. АГАТ, хим. состав SiOg, тв. 7, уд. в. 2,6, разность кварца, халцедон слоистого строения (см. Халцедон); встречается в виде включений, миндалин в изверженных породах и в виде галек по берегам рек, морей и в россыпях; всех цветов - от молочно-белого через леелтый и красный до черного. А. зеленый и синий встречаются редко. Восточные А. более прозрачны. По преобладанию окраски различают А. - халцедоновый, карнеоловый, яшмовый (мало прозрачный), а по рисунку-ленточный (кружковый, глазчатый), ландшафтный, облачный, звездчатый, коралловый. В ленточном А. молочно-белые полосы чередуются с черными (оникс), серыми (х а л ц е-д о н и к с), красными (к а р н е о л о и и к с), коричневыми (сардоникс). Дендрито-вый и моховой А.-см. Халцедон. Стоимость мировой добычи А. составляет 150 000р. Цена 1 кг тонкого А.-150 р., рыночного-10-1 р. Центры обработки: Оберштейн-Идар (А. вне конкуренции по дешевизне и качеству работы), Коломбо, Дели, Агра, Калькутта. Уже в древности А. обрабатывался кустарно в Египте, Вавилоне, Ассирии, Риме, Индии, Ср. Азии, Китае. Из А. делают ступки для хим. лабораторий, призмы для точных весов и камни в часовом деле; вставки (ручки), вазы, чашки, ступки, рукоятки, амулеты оливы (для Африки), камеи (гравировка производится в Париже и в Италии). Кроме того, А. применяют в колеевенном деле в виде роликов для лощильных машин (им полируют мягкую кожу для придания ей блеска) и в переплетном (для полировки обрезов бумаги). Несмотря па дешевизну А., практикуется подделка их- агатовое стешхо и итальянские раковины для камей, имитирующие сардоникс. Искусственное окрашивание агатов: в Идаресуществуют разные методы окраски в черный, синий, зеленый, красный, коричневый цвета; красного (из желтого и коричневого) и молочно-белого цвета (из серых) достигают одним прокаливанием; условием хорошей окраски и эффектного рисунка является степень пористости и прямолинейность слоев (южно-американ. А. поэтому особенно ценятся). Цена У2 ц (50 кг) легко окрашиваемого А. от 100 до 5 ООО марок. Искусной окраской агатовых безделушек славится Япония. Величина агатовых миндалин-от горошины до экземпляров в 40 ц. Месторождения: 1) Ю. Америка (поставляет в Идар). Бразилия (1827 г., провинция Rio Grande do Sul) и Уругвай (экспортирует с 30-х годов 19 в.); цена 1 ц 5-15 марок; единичные миндалины - до 1 ООО марок; 2) В. Индия; 3) Саксония (с 1924 г.); 4) Оберштейн (выработан); 5) СССР-Урал (Шайтанский завод), Забайкалье. Лит.: Ферсман А. Е., Драгоценные и цветные камни, сборник Нерудные ископаемые , т. 1, КЕПС, 1927. А, Ферсман. АГАШКИ, фабричное название самой дешевой современной фарфоровой посуды русских фабрик с ручной живописной раскраской; расиространены среди местного крестьянского населения и частью на азиатском рынке. Рисунок в четыре краски и до настоящего времени конкурирует по быстроте исполнения с механизированной декорацией посуды. АГГЛОМЕРАТ, рыхлое скопление частиц различной величины, формы и состава, не связанных никаким цементом. См. также Конгломерат. АГГЛОМЕРАЦИЯ, а г г л о м е р и р о в а-ние, в горной нромышленности окускова-иие, получение из рыхлых, мелких песчанистых руд, непригодных для переплавки, кускового материала путем прессования, брикетирования (см.) или прокаливания, при чем кусковой материа.1 получается вследствие спекания или действия хим. реакций, вызываемых прокаливанием. См. Обжиг руд. АГГРЕГАТ, в маши построении ряд механически сопряженных машин-генераторов или машин-орудий или тех и других
|