
|
|
|
|
Главная --> Промиздат --> Абразионные материалы АВТОХРОМИЯ, многокрасочное воспроизведение цветного оригинала при помощи фотографии. АВТОХРОМНЫЕ ПЛАСТИНКИ, употребляются в цветной фотографии, выпущены впервые в продажу в 1907 г. Их особенность заключается в том, что между светочувствительной эмульсией и стеклом находится слой очень маленьких светофильтров, окрашенных в три цвета - красно-оранжевый, желто-зеленый и фиолетовый- и рассеивающих из падающего на них света только лучи того цвета, в который они сами окрашены. А. п. панхроматичны , т. е. чувствительны ко всем цветам спектра. Технически А. п. изготовляют так: на зеркальное стекло, покрытое липким слоем, наносят слой крахмальных зернышек (диам. в 0,01 мм), окрашенных в указанные выше цвета и тщательно перемешанных (они и слу-лат светофильтрами); в промежутки между ними втирается тончайший угольный порошок. Эта цветная мозаика ( растр ) покрывается слоем лака, а на него наливается очень тонкий (ок. 0,015 мм) слой светочувствительной эмульсии. Хотя А. п. чувствительны ко всем цветам спектра, все же чувствительность к синим и фиолетовым лучам преобладает, поэтому съемку производят с дополнительным оранжевым светофильтром. Цена А. п. высока, держатся они не дольше полугода. См. Фотография цветная. АВТОХРОНОМЕТРАЖ, см. Хронометраж. АВТОХТОННЫЕ ГЛИНЫ, первичные глины, залегают на месте своего образования при выветривании кристаллических пород или выщелачивании известняков, в отличие от аллохтонных (в тори ч-н ы X или о т л о лс н ы х), перенесенных, перемытых и отложенных на новых местах. Первичные каолины Украины содержат от 45 до 65% кварца и подвергаются отмучива-нию на каолиновых заводах. Проделаны опыты применения первичного каолина (для фарфоровой массы) без отмучивания. Применение этого метода дает возможность значительно снизить себестоимость каолина. Вторичные каолины содержат значительно меньше кварца (до 1%); из них самый известный- Глуховка -обладает исключительной пластичностью. См. Глины. Лит.: Статьи Лучицкого В. И. и Лузина И. К Минеральное сырье , М., 1926/27, АВТОХТОННЫЕ УГЛИ, по терминологии Гюмбеля, образовавшиеся из местных элементов каменные угли, подобно торфу и бурому углю, в противоположность а л-лохтонным углям, получившимся из скопления принесенных водою растений. Автохтонная теория проис-холдения каменных углей под-тверледается наблюдениями в Сент-Этьенн-ском каменноугольном бассейне (Сев. Франция) и в разных других угольных бассейнах, где были обнаружены гигантские стволы Sigillaria, превращенные в каменный уголь и расположенные перпендикулярно к самим слоям каменного угля; отсюда было сделано заключение, что эти стволы были погребены и обуглены в том же положении, в каком они росли. Нек-рые исследователи оспаривают это заключение. См. Каменгтй уголь. АВТОХТОННЫЙ ТОРФ, торф, образовавшийся на том месте, где произрастали растения, давшие материал для торфообра-зования. От А. т. отличают аллохтон-н ы й торф, образованный остатками растений, принесенными на место отлолсения торфа откуда-либо извне; этот последний случай редок и в наших условиях молсет иметь место лишь на низинных торфяниках речных долин. См. Торф. АВТОШИНА, эластичная съемная обо--л очка на ободе колеса автомобиля, несет всю тяжесть его, передает движения и смягчает толчки от неровностей дороги на ходу. А. удовлетворяют столь разнообразным назначениям благодаря особому свойству входящей в их состав резины. А. благодаря их большой эластичности, значительной прочности и малому износу, а также и большому коэффициенту трения (сцепления) позволяют длительно развивать значительные скорости на дорогах любых типов. Следует различать три основных вида автошин: I. П н е в м а т и ч е с к и е А. Конструкция и назначение их - использовать упругие свойства сжатого воздуха. Впервые пневматическая шина была изобретена английским инж. Томсоном в 1845 г. В 1888 г. шотландский ветеринар Денлоп (Dunlop) сконструировал для своего велосипеда пневматическую шину и успешно использовал в дальнейшем свою идею, запатентовав ее. В следующем году его изобретение сразу приобрело славу, после того как на спортивном празднике Ир.тандии первый приз за скорость на ве.тосипеде взял неизвестный до того гонщик, случайно применивший пневматические шины Денлопа. Применив к шинам изобретенный Велчем обод, Денлоп сконструировал почти современный тип пневматической шины и положил начало широкой коммерческой эксплоатации своего изобретения, основав в 1895 г. фирму Денлоп . На протяжении последующих тридцати лет пневматическая шина .непрерывно совершенствовалась, наравне с успехами автомобилестроения, содействуя его развитию в такой же мере, как и легкий двигатель внутреннего сгорания. Пневматическая шина состоит из двух основных частей - камеры и покрышки. 1) Камера, наиболее существенная часть шины, состоит из кольцеобразной резиновой трубы, в которую нагнетен воздух. Т. о. в ка.мере удачно сочетаются эластичность и воздухонепроницаемость резины с совершенной упругостью и текучестью воздуха. В стенку камеры заделан металлический самозапирающпйся вентиль, через который и производится нагнетание камеры сжатым воздухом. Камера для пневматической шины изготовляется из особо эластичной и прочной цветной резиновой смеси. Наиболее распространенный способ производства состоит в изготовлении цельнотянутых резиновых труб на т. п. колбасных машинах, на которых резина выжимается червяком через мундштук, в виде труб определенного диаметра. Другой способ изготовления камер состоит в обкладке болванки ( дорна ) резиновыми полосами в один или более слоев. Стыки слоев тщательно прикатываются, а на месте, где предположена установка вентиля, наклеивается утолщение, и в таком виде сырая камера снимается с дорна . Заготовленные в виде отрезков сырые камеры надеваются на спирально изогнутые полированные металлические трубы и обин-товываются материей. На таких же трубах происходит формовка и вулканизация камер. Последняя производится в больших котлах. За последнее время для больших камер стал применяться способ вулканизации в изложницах, в к-рых внутрь камер нагнетается воздух, вода или нейтральный газ. По окончании вулканизации на трубах камеры снимаются с них выворачиванием наизнанку, концы камер подготовляются для склейки стыка, а в утолщенное место заделывается вентиль. Стык клеится в нахлестку дополнительной вулканизацией. Если вулканизация происходит в изложницах, камера из них выходит в совершенно готовом виде. 2) П ок р ы ш к а-наружная оболочка пнев.мати-ческой камеры. Она защищает ее от повреждений, удерживает на ободе и создает наиболее благоприятные условия для устойчивости и движения автомобиля. Конструкция покрышки до-лжна целесообразно использовать столь различные по своим основным свойствам материалы, как резина разных качеств, ткани разного изготовления и часто входящие в аггрегат покрышки кольца из стальной проволоки. Расчет размеров и конструктивных форм пневматикой не укладывается в какие-либо определенные формулы. Размер, тип и форма пневматика зависят от нагрузки, к-рую он будет нести, от скорости вращения, от обода, на к-рый он монтируется, от мощности мотора, от назначения автомобиля, от дорог, от производственных процессов, материалов, от экономичности, требований комфорта, соображений эстетических, патентных и т. д. В основу расчета пневматика кладутся нижеследующие существенные соображения: пневматик, монтированный на обод колеса и имеющий в камере сжатый воздух, под действием нагрузки сядет и прижмется своей нижней беговой частью к земле. Величина этой осадки и площадь, образуемая при этом контакте с землей, очевидно, д. б. так рассчитаны, чтобы последняя могла наилучшим образом выдержать нагрузку не только статического, но и динамического порядка. Площадь контакта пневматика с землей обычно имеет очертания эллипса, вытянутого в направлении движения экипал-:а. Чем больше нагрузка, тем, очевидно, площадь контакта д. б. больше, но она имеет свои пределы, зависящие от размеров самого пневматика. С другой стороны, чем под ббльшим давлением сжат воздух в камере, тем оседание пневматика под нагрузкой меньше, а следовательно, и площадь эллипса меньше. Но при слишком бо.льшом внутреннем давлении пневматик становится жестким, теряет свою эластичность; стенки его должны быть ТО.ЛСТЫМИ, прочными, что удорожает пневматик, и т. п. Оптимальные условия сбалансирования основных характеристик пневматика, нагрузки и внутреннего дав- ления определяются ур-ием: S =-, где S- площадь контакта в ом, G-нагрузка на шину в кг, Р-давление воздуха в камере в кг/см, К-коэфф., величина к-рого зависит от материалов, формы, толщины стенок и т. п. Общепринятое обозначение размеров пневматика выражает собой округленные размеры покрышки и обода в такой последовательности: AxBxD, где А - наибольший диаметр покрышки, В - наибольшая ширина покрышки, измеренная параллельно оси колеса (профиль покрышки). 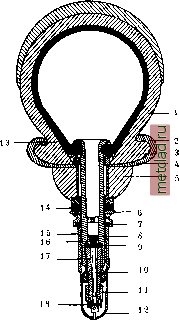 Фиг. t. Поперечный разрез монтированной .\.: покрышка,2-борт обода, ?-борт покрышки, i*-металлический обод, 5-деревянный обод, е- медная прокладка, ?-кожаная прокладка, 8-тело вентиля, 9-резиновая прокладка, ю-игла, и-колпак вентиля, 2 2-болт, 13-камера, 14- резиновая прокладка, 7 5-колпак, 16-клапан, 17-трубка, 18-резиновая шайба. D--диам. обода колеса. В виду громадного разнообразия размеров имеющихся на рынке пневматикой для точного определения пневматика необходимы все три измерения. Пневматические шины различают не только по размерам, но и по конструкциям, свойствам и назначению. Условная классификация типов пневматикой: 1) В зависимости от конструкции обода различают пневматики бортовые [фиг. 1 и 4 (слева)] и безбортовые (фиг. 2). Первые закрепляются на це.льном ободе, удерживаясь своими внешними выступами бортов в пазах обода (тип клинчер ). Вторые своими плоскими и толстыми бортами со стальным кабелем закрепляются на ободе со съемной щекой или с глубоким седлом (тип SS ). Последние проще в монтировке и более прочны. 2) По величине внутреннего давления в камере, измеряемого специальн1,1м манометром как сверхдавление, следует различать (фиг. 3): а) баллонные или низкого давления пневматики, отличающиеся 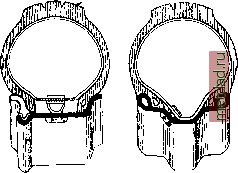 Фиг. 2. Типы безбортовых автошин. МЯГКИМИ, ТОНКИМИ стенками и широким профилем; применяются преимущественно на ободах до 500 в дйам., на машинах со скоростями не выше 90 км/ч; придают автомобилю мягкий ход, допускают сред-     ®    Фиг. 3. Современные типы автошин. Пневматики: 1-гигант, 2-баллон, 3-тип баллон, 4-обыкновенные. Массивные: 5-полупневматик, 6 -подушечные, 7-массивные. нюю нагрузку не свыше 35 кг/см профиля при внутрен. дав.тении 1,50-2,75 кг/см, в зависимости от нагрузок; благодаря своим прекрасным качествам этот тип получает все большее распространение; б) полубаллонные пневматики с более тол- стыми стенками несколько же по профилю, менее эластичны; в большинстве случаев применяются для сравнительно больших нагрузок; монтируются они на обода обыкновенного типа пневматиков, для которых они представляют переходную ступень к А. баллон; в) пневматики высокого давления имеют пока наибольшее распространение, отличаются узким профилем и большой величиной давления воздуха к камере; стенки такой шины толсты и жестки; внутреннее давление в пневма.тике не менее 3,5 кг/см*, нагрузка на 1 см профиля-до 50 кг; применяются для легковых машин больших мощностей и скоростей, а также и для грузовых автомобилей до 1ш полезной нагрузки; г) пневматики гиганты от.пичаются особенно мощными стенками, крупными формами; применяются для больших нагрузок в грузовых автомобилях и автобусах; внутреннее давление в камере доходит до 7- 8 кг/см, нагрузка на 1 см профиля достигает 100 кг. Отличительной чертой этих четырех основных типов пневматиков, как видно, является объем воздушного пространства в шине или соотношение размеров профиля и диам. шин, дающее наиболь-Н1ую величину пневматичности для баллонов. Эти последние находят себе все более и более пгарокое применение для автомобилей всех типов, назначений, мощностей и нагрузок. В эксплоатации пневматики требуют самого внимательного отношения к себе в смысле соблюдения предписанного нормами соответствия между нагрузкой, внутренни.м давлением, типом шины и размерами обода колеса. Особенно чувствительны к отступлениям от норм пневматики ба.ллонного типа. Производство покрышек распадается на три основных этапа. Первый этап состоит в заготовке сырья и материалов для резиновых смесей и в обработке этих смесей. Эти работы аналогичны для всех видов резиновых изделий. Особенностью заготовительного этапа в производстве покрышек является подготовка тканей для постройки каркаса покрышек. Если для каркаса употребляется ткань обычного плетения, утка и основы (см. Автоматерия), то пропитывание резиной (гуммировка) этой ткани производится на т. н, пропиточных столах, обычных для резинового производства, В случае употребления ткани с редким утком гуммировка производится на вертикальном каландре, в к-ром ткань пропускается между двумя валиками и в это время пропитывается резиной. Особой оригинальностью отличается гуммировка т. н. безуткового корда, получившего за последние два года повсеместное и ис1стючитель-ное распространение. С катушек, на к-рых навиты гати корда, последние, сматываясь, попадают под нож и барабан. Поступая под барабан, нити впитывают жидкий резиновый клей, благодаря чему склеиваются друг с другом и обволакиваются резиновым слоем. За гуммировочным барабаном нити, уже в виде широкой полосы, проходят ряд сушильных барабанов, где испаряется бен-зшг, и с другого конца машины выходят в виде длинных кусков ровного и отлично
|