
|
|
|
|
Главная --> Промиздат --> Абразионные материалы предъявляемых к километралу пневмати-ков, эти ткани изготовляют из лучших сортов американского и египетского хлопков. К таковым тканям относятся: а) Автокорд-- безутковая ткань из высших сортов егип. хлопка, введена в практику за границей в 1922 г., а в СССР с 1925 г. Введением этой ткани достигают уменьшения перегрева и увеличения эластичности иневматиков в работе. Механич. испытания многочисленных заграничных и союзных образцов показали разнообразие их как по крепости, так и по обработке, что видно из следующей таблицы: Данные испытаний автоматерий.
б) Автопнев ABC, СИВС - ткань простого плетения из высших сортов амер. и егип. хлопка. 1 стандартного автонне-ва из егип. хлопка весит от 560 до 570 г, при рабочей влажности 6,5%; плотность за 100 мм - по основе 80, по утку 86 ниток; сопротивление-по основе 4 600-4 800 кг/ж , по утку 5 200-5 600 кг/м, при растяжении- по основе 20 - 22%, по утку 16 -18%, при толщине 1,06 мм; с введением корда ткани эти в наст, время выходят из употребления. в) Автоканвас - ткань простого плетения из высших сортов хлопка егип. и америк.; отличаются от автоппевов меньшим весом, крепостью. г) Автотред - безутковая ткапь (для связи через 1 дм.) для велопокрышек, из высших сортов америк. хлопка. При весе 1 п.м 0,2 кг имеет крепость 4,2 кг, растяжение 13%. Лит.: Petit Н., Le Pneumatique, Paris, 1912; Pearson Н. С, Pneumatic Tires, N. Y., 1922; Pearson H. (bearb. v. R. Ditmar), Gummireifen, Wien,1910; India Rubber World , New-York; The Rubber Age , London; Kautschuk , Berlin; Gummi Ztg. , Berlin. C. Сердобольский. АВТОМАТИЗАЦИЯ. 1) В трудовой деятельности человека А. выражается в том, что трудовые процессы, требующие вначале от работника активного сосредоточения внимания, а частью и интеллектуальных усилий, постепенно, в силу частого их повторения, осуществляются все с большей и большей легкостью и быстротой, без сознательного их регулирования. Процесс А. протекает по закону образования условных рефлексов. А. достигает предела в результате длительного упражнения. Благодаря А. трудовые движения приобретают боль- шую точность и протекают при большей концентрации и при меньшей затрате психо-физиологич. энергии. Далеко не все трудовые акты поддаются до конца А. Чем слонч-нее трудовая деятельность, чем больше требований предъявляет она перерабатывающим функциям мозга (комбинаторике, анализу и синтезу, осознанию и т. д.), тем труднее она автоматизируется. А. играет отрицательную роль в тех случаях, где часто меняющиеся рабочие задания требуют от работника готовности к быстрой смене одних двткений другими. А. нередко ослабляет эту готовность, и для надлежащего выполнения трудового процесса, требующего быстрого переключения па меняющиеся трудовые ситуации, работник должен уметь оказывать сопротивление А. 2) В технике А. применяется во всевозможных машинах-орудиях и апнаратах, в к-рых работа человека заменяется работой механизма.Такими машинами и аппаратами являются, напр., гвоздильные, револьверные и др. станки, машины для производства конвертов, автоматические весы для взвешивания н-сидких и сыпучих тел, автоматические телефонные стаиции и пр. Автомат механически воспроизводит рабочий процесс без участия в нем человека. Роль последнего сводится к простейшему обслулгиванию автомата только при нарушении его нормального функционирования. С развитием техники А. все шире применяется не только в производстве, но и в других областях че.яовеческой деятельности: торговле, транспорте, связи, управлении. А. вызывается, наряду со стремлением к удешевлению производства, также желанием эмансипировать некоторые особенно ответственные моменты машинного управления от физич. и психических качеств человека. Наибо-те еблагоприятные объекты для А. представляют фабрикаты массового распространения в определенных стандартах. Широкое распространение получила А. в С.-А. С. Ш., где стандартизация как предметов производства, так и предметов широкого потребления сильно развита. Лит.: в у н д т В., Основы физиологич. психологии, пер. с немецк., СПБ., 1908-14; Трудовой метод изучения профессий, сборн. под ред. И. Шпильрейна, ПК РКП, М., 1925. АВТОМАТИЧЕСКАЯ СМАЗКА, см. Смазка. АВТОМАТИЧЕСКАЯ СЦЕПКА на железнодорожном подвижном составе. При возникновении железных дорог междувагонные соединения состояли из крюков и трехзвенной цепи, накладываемой на крюки (фиг. 1, А). Для передачи толкающих усилий без повреждения крюков у концов поперечного бруса вагона делались деревянные выступы. Расхождение вагонов при натяжении и провисание цепи при сближении не составляло тогда ощутительных неудобств, т. к. поезда и скорости их движения были малы. (В Англии до сего времени многие вагоны оборудованы трехзвенной цепью.) С увеличением числа вагонов в поезде и повышением скоростей вместо трехзвенной цепи в Европе стали применять винтовую стяжку, а вместо деревянных выступов - металлические пружинные буфера (фиг. 1, Б). В Америке вместо 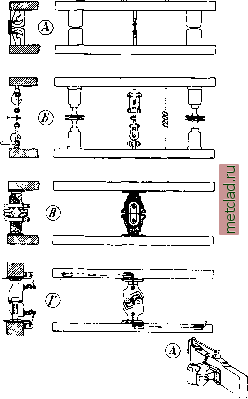 Фиг. 1. Типы сцепок, применявшихся и применяемых на железных дорогах: А - примитивная трехзвенная сцепка, Б-винтовая ж. д. сцепка, В - сцепка колокол-серьга-штырь , Г и Д- американская сцепка. трехзвенной цепи и буферов для сцепления вагонов была применена система под названием Ипк and pin ( серьга и штырь ). Эта сценка, работающая сейчас на наших трамваях, состояла (фиг. 1, В) из среднего буфера, имевшего вид колокста, в который вставлялась серьга, закрепляемая штырем. Сцепка колокола-серьги и штыря лучше сцепки с боковыми буферами, ибо центрально передаются и растягивающие и сжимающие усилия, между тем как в европейской сцепке центрально передаются лишь растягивающие усилия, окимающие же усилия передаются боковыми буферами, из к-рых, в кривых частях пути, работает лишь один внутренний буфер. Чтобы специть и расцепить вагоны, необходимо входить между ва-гона>1И, а при боковых буферах - под них подлезать, при чем большею частью сцепку и расцепку производят на ходу. В 1894 г. около 12 ООО чел. было убито и изувечено при сцепке поездов на железных дорогах С.-А. С. Ш., а на германских ж. д. в 1916 г. при маневрах было ранено 626 чел. и 220 убито. Американские дороги еще в 70-х гг. занялись изысканием устройства таких сцепных приборов, к-рые сцеплялись бы сами собой при набегании одного вагона на другой, а расцеплялись бы без вхождения сцепщика между вагонами. В 1876 г. появилась удовлетворявшая такому требованию сцепка Janney (фиг. 1, Г и Д), которая была принята Ассоциацией американских вагоностроителей (Master Саг Builder Association). Изданный в 1893 г. закон обязал дороги ввести на всем подвижном составе автоматическую сцепку. На диаграмме (фиг. 2) показано возрастание числа оборудованных вагонов и падение числа несчастных случаев при сцепке. Несмотря на возрастание общего количества вагонов, число несчастных случаев, после некоторого скачка вверх в первые четыре года (т. е, во время начала переходного периода) с 7 ООО до 12 ООО, сильно упало, снизившись до 3 ООО, т. е. абсолютно в 2 раза слишком, а относительно (к 1 ООО ООО вагонов наличия) в 3 раза. Сцепка Джэнни, называемая у нас американской сценкой, работает по принципу вертикального контакта, зак.лючающемуся в том, что 1500000 1000000 500000
iZOOO 10000 вооо 6000 иооо 2000 ------Общее число Ьагонод. -----Число вагонов, оборцсрваннЬ/х авто-сцепкой. - Общее число несчастных случаев. - Число несчастнЬ/х слцчаев, отнесенных к 1000000 вагонов. Фиг. 2. Диаграмма несчастных сдучаев при сцепке вагонов. в сцепленном состоянии рабочие поверхности сцепки соприкасаются между собой по цилиндрической поверхности с вертикальной образующей (фиг. 3 и 4). Она состоит: из корпуса - 1, поворотной части, называемой когтем - 2, замка - 3 и механизма для открывания замка - 6. Чтобы возможно было произвести сцепку вагонов, необходимо, чтобы оба или, по крайней мере, один из когтей был открыт (фиг. 4, а или г). Для этого надо приводом сбоку вагона Цилиидричеокдя пове ностЬ с веРтикАльяон см. зующей. (фиг. 1, Г) приподнять механизм для открывания замка 6 (фиг. 3) и вновь его опустить. Тогда замок 3 (фиг. 4) приподнимется и останется приподнятым, а особый рычаг-выталкиватель повернет, т. е. откроет, закрытый коготь. При сближении вагонов когти упрутся друг в друга и, скользя по цилиндрической поверхности, закроются. Как только произойдет полный поворот, хвостовик когтя сбросит подвешенный замок 3, к-рый и заклинит хвостовик когтя в закрытом Цилиндрическая поверхность 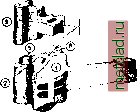 Фиг. 3. Головка американской сцепки. 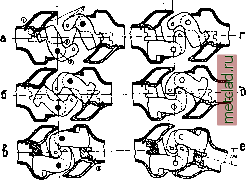 Фиг. 4. Механизм автоматического сцепления: а, б - оба когтя открыты, г, д - один коготь открыт, другой закрыт, е - наибольший угол, при котором возможно зацепление. положении (фиг. 4, в, е). Для расцепки вагонов следует лишь приподнять механизм для открывания замка, т. е. поднять замок. При производстве маневров на горках надо заблаговременно расцепить ва-  Фиг. 5. Автоматическое сцепление рукавов отопления и тормозных. ГОНЫ, чтобы затем их спускать; необходимо, чтобы сцепка с отпертым замком сама собой не запиралась сейчас же, а была бы подготовлена к закрытию лишь после того, как вагоны разойдутся, т. е. когда когти откроются. Для этого имеется особый останов, к-рый поддерживает замок в закрепленном открытом положении лишь до тех пор, пока коготь не откроется вполне и тем, выведя сцепку из закреплепного приподнятого положения, не подготовит ее для последующего процесса сцепления. Таким обр. сцепка происходит автоматически, а расцепка производится сбоку вагона. Однако для соединения тормозных рукавов приходится входить между вагонами. В настоящее время уже появились конструкции автоматического сцепления тормозных рукавов, рукавов парового отопления и междувагонных электрических соединений (фиг. 5), но они, вследствие своей сложности, пока широкого распространения не получили. Американская сцепка, по сравнению с винтовой и боковыми буферами, повышает безопасность движения. Вследствие разных нагрузок на вагон и разной упругости рессор, весьма часто высота вагонных рам над рельсом. Фиг. 6. Изгиб буферов, предшествующий телеско-пированию вагонов. 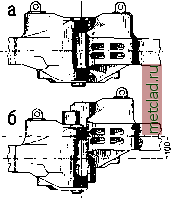 Фиг. 7. Америка£1ская А. с: а -вид сцепленных головок при совпадении осей, б - то же при несовпадении осей на 100 мм. а следовательно и высота оси буферов, различна. Правилами допускается несовпадение осей буферов смежных вагонов по высоте на величину до 100 мм. Если два смежных вагона с разной высотой европейских буферов получили очень сильный толчок, то этот толчок прилагается к буферам в виде пары сил, изгибающих слабые буферные стержни в разные стороны (фиг. 6), при чем буферные тарелки образуют наклонные плоскости, по которым один вагон налезает на другой. Поднявшаяся металлическая рама вагона встречает слабый деревянный кузов соседнего вагона, который и срезает. При американской сцепке (фиг. 7, а, б) головки, играющие
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||