
|
|
|
|
Главная --> Промиздат --> Абразионные материалы промывкой в холодной воде. Для окисления фосфористого водорода применяются соединения хрома и хлора или патентованный 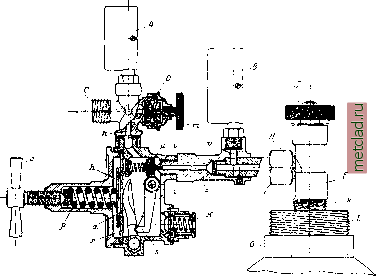 аппаратах. Все ацетиленовые аппараты делятся на две группы: а) система карбид в воду и б) система вода в карбид . Аппарат для получения ацетилена, основанный на принципе вода в карбид , представляет ци- 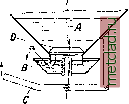 Фиг. 3. Манодетандер для водорода и кислорода: А - рабочий манометр, а, S - система рычагов, В - манометр, показывающий давление баллона, С - штуцер для кислородного рукава, D- дроссель-клапан, Е - бутылочный вентиль, F - колпачковая гайка, G - головка баллона, Я - штуцер вентиля, h - нажимная тарелка, J - маховичок, г - корпус манодетандера, К-предохранительный клапан, /г, I - газ. резьба вентиля баллона, п - канал к рабочему манометру, о - регулпрую1ций винт, р - пружина, г - резиновая мембрана, и - клапан из твердой резины, - выходное отверстие, w - капал к манометру баллона, z - соединительная трубка. препарат гератол и пр. Для очистки 20 Л1 ацетилена требуется 1 кг гератола.  Фиг. 4. Подогреватель. Ацетиленовые аппараты. Ацетилен добывается в особого рода генераторах подвижного типа и стационарных тт. 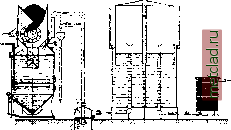 Фиг. 5. Схема ацетиленового аппарата. Фиг. 6. Приспособление для спуска известкового шлама (спускной клапан): А-нижняя часть ацетил, аппарата, В-воронка, С- рычаг для подъема и опускания клапана, а.-направление движения спускания ила, D-клапан. линдрический сосуд, в нижней части к-рого расположены две реторты для загрузки карбида, вода подводится к ретортам. Фиг. 5 изображает стационарный аппарат, построенный по принци- пу карбид в воду . Из загрузочной коробки, помощью механизма подачи и барабана, карбид попадает через трубу на решетку водяной камеры генератора, где разлагается. Образующийся газ но трубе и через водяной очиститель попадает в газгольдер, откуда по трубопроводу, через очиститель и водяной затвор, направляется к месту работы. i Аппарат указанной конструкции имеет большой кпд при условии параллельной работы 2 генераторов и является в настоящее время наиболее совершенной конструкцией для больших сварочных мастерских. Аппарат этот воздухонепроницаем при загрузке карбида, спуске ила, наливе воды и пр. На фиг. 6 изображен воздухонепроницаемый спускной клапан для шлама. Водяной очиститель служит для очистки сырого ацетилена от примесей. Фиг. 7. Схема водяного затвора: слева-в состоянии нормальной работы, справа-в случае обратного удара (при взрывах и вспышках). Построен ОН НО принципу водяного затвора. Водяной затвор (фиг. 7) до.ллен быть обязательно установлен на каждом сварочном посту и аппарате. От ухода за ним зависит безопасность сварочных работ.  Фиг. 8. Химический очиститель с порошкообразной массой: А - стойка железная, В - крышка, С-выпуск газа, D-впуск газа, Е - спуск конденсата, F - решетка. Химический очиститель и осушитель (фиг. 8). На решетках F помещают известь, кокс, гератол - все с прослойками ваты. С Ацетилен, получаемый из аппаратов-, генераторов, имеет давление в 50 - 200 мм водяного столба. Ацетилен под давлением. В практике автогенного дела применяют также ацетилен под высоким давлением, до 20 atm. Ацетилен под давлением, или диссугаз (см.), поступает в продажу в стальных баллонах. В виду большой опасности, представляемой ацетиленом под давлением, его растворяют в ацетоне. . Баллон заполняется на 25% своего объема инфузорной землей, на 40% ацетоном. Приблизительный подсчет газовой емкости ацетиленового баллона производится умножением водяной емкости баллона в л на давление газа в atm и на постоянное число 10. Точный подсчет рекомендуется производить по весу газа. Уд. в. его 1,16. Растворенный в ацетоне ацетилен относительно безопасен в обращении; даже в случае вспышки газа, выходящего из баллона, взрыва ожидать не приходится, если немедленно закрыть бутылочный вентиль металлического баллона. Горелки и шланг и. Основным инструментом сварщика является сварочная горелка, к-рая должна удовлетворять требованиям: 1) безопасности, 2) экономршности, 3) регулируемости, 4) минимального веса. По средней трубке горелки течет кислород и силой инжекции сопла засасывает горючий газ из наружной трубки. На фиг. 9 изображен разрез ацети-лено-кислсродной горелки. Сварочное пламя. Температура сварочного пламени (восстановительная зона) равна 3 ООО-3 500°. В горелку кислород и ацетилен поступают по резиновым шлангам диаметром 7-9 мм для горючего газа и 8-10 мм для кислорода. Схема личество раскаленных частиц металла, могущих произвести ожоги лица и одежды работникрв. При А. с. медных сплавов - бронзы, латуни, фосфористой бронзы - происходит выделение паров цинка, сернистых газов, окиси углерода, отравляющих воздух и вредно действующих на здоровье рабочих. Для предотвращения вредных последствий работы по автогенной сварке необходимы тщательная вентиляция рабочих помещений и снабжение работников специальной одеждой и очками. Сварка различных металлов. Во всех случаях сварки необходимо, для заполнения и усиления шва, применять припой или сварочную проволоку одинакового с основным материалом качества. Так, для железа, стали и стального литья применяют мягкую малоуглеродистую, чистую от вредных примесей железную проволоку диам. Va-6 мм. Рекомендуется применение шведской проволоки. Ее анализ: С-0,08%,Р-0,06%, Мп-0,02%,8-0,006%, Si-0,01%. Для сварки чугуна применяют сильнокремнистый чугун, отлитый в бруски диам. 3-20 мм. Для сварки красной меди находит применение электролитическая проволока и специальные npHnoH(Kanzlerdraht). Для сварки различных сплавов меди применяют проволоку тех же составов, что и -р Фиг. 10. Схема расположения стационарной ацетилено-кис-лородпой установки: /-генератор, 2-газопромыватель, з - газгольдер, 4-прибор для очистки газа и манометр, 5-газометр, б - водяной предохранитель, 7-сушилка, 8-фильтр для газа, 9-компрессор. 10-маслоотделитель, 7J -бутыли для наполнения. основной материал. Алюминий сваривается чистой алюминиевой проволокой. В целях предупреждения окисления места сварки необходимо образование в процессе сварки легкоплавких шлаков, которые появляются Фиг. 9. Разрез ацетилено-кислородной горелки. стационарного ацетилено-кислородного устройства дана на фиг. 10. Сварочное пламя своей яркостью и благодаря наличию значительного количества ультрафиолетовых лучей ослепляюще действует на органы зрения рабочих. При А. с, а в особенности при автогенной резке металлов, от свариваемого предмета отделяется большое ко- 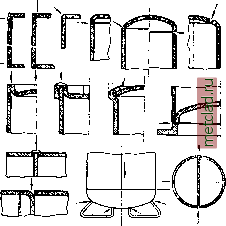 Фиг. 11. Сварка днищ и перегородок. (Стрелки показывают места сварки.) лишь в присутствии соответствующих флюсов- сварочных порошков. Практика сварочного дела знает следующие сварочные порошки: 1) для чугуна - обезвоженная Фиг. 12. Сварка патрубков. бура; 2) для красной меди и ее сплавов-обезвоженная бура и специальный сварочный порошок состава: NaaBiO-lOH-O- 23,4%; Na2HP04-12H20 -17,2%; NaaCOa- IOH.,0 -53,8%; NaCl -5,6%; 3) для алюминия сварочный порошок состава: КС1 - 45%; NaCl -30%; LiCl -15%; KF -7%; NaHSO, -3%. Механические качества шва. Автогенный метод сварки получил широкое распространение как при ремонтах, так и при изготовлении новых изделий. Отсюда-большое значение механических качеств сварки. Фиг. 11 (ст. 102), 12,13 показывают разновидности конструкций сварочных швов и примеры изготовленных изделий. Механические свойства шва определяются путем сравнения временного сопротивления и удлинения материала шва с соответствующими значениями этих величин для целого места испытуемого материала. Практика дает следующие результаты: временное сопротивление 50-100% от сопротивления целого материала, удлинение 20-90% от удлинения целого материала. Экономические факторы ацетилен о-к ислородной свар-  Фиг. 13. Котел для варки: а - сваренный, b - склепанный. к и. В таблице, помещенной внизу страницы (ст. 103 и 104), приведены приблизительные данные для калькуляции ацетилено-кис-лородных сварочных работ. Водородно - кислородная сварка. Подвижная установка. Состоит из 2 бутылей (одной для кислорода, другой для водорода), 2 манодетандеров (для водорода и кислорода), 2 рукавов и горелки. Автогенная сварка с применением в качестве горючего водорода значительно удлиняет время работы. Применима при сварке свинца. Сварка светильным газом. Сварочный пост имеет такой же внешний вид, как при ацетилено-кислородной сварке. Давление газа - 30 мм водяного столба. Область применения светильного газа указана в следующей таблице.
Б л а у Г а 3 о-к ислородная свар-к а. На фиг. 14 показан сварочный аппарат на тележке. В баллоне А находится блаугаз под давлением в 100 atm. Для понижения давления блаугаза (см. Ему газ) до рабочего (от 0,5 до 6 atm) служит расширитель В. Блаугазо-кислородная сварка по своей экономичности значительно уступает ацетилено-кислородной. Производительность сварщика падает в 2% раза, при чем расход блаугаза в 1,4 раза больше, чем ацетилена и расход кислорода в 2 % раза больше, нежели при ацетилене. Блаугаз рекомендуют при сварке чугуна. Бензольно-кислородная сварка. Сварка помощью жидких горючих- бензола, бензина и пр., благодаря применению аппарата Фернгольца, должна найти более широкое распространение. Калькуляция производительности работ и расхода газа при ацетилено-кислородной сварке.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||