
|
|
|
|
Главная --> Промиздат --> Абразионные материалы британская камедь) но загустит, способности в 3-4 раза слабее крахмала. В последнее время стали пользоваться растворимыми (расщеп.11енными) видами крахмала, к-рые обладают меньшей загуститсть-ной и клеящей способностью, зато больше проникают в ткань. Эти виды крахмала получаются из картофельного обработкой: а) едким натром, б) окислителями (раствором белильной извести, перект-тсью натрия, перборатом), в) азотной к-той, г) диастафо-ром, биолазой. Варка аппрета производится в особых котлах - деревянных, железных или луженых медных, снабженных мешалкой и обогреваемых наром. Иногда применяются закрытые металлич. котлы - автоклавы, в к-рых варка производится тоже с помощью пара под давлением (фиг. 1). 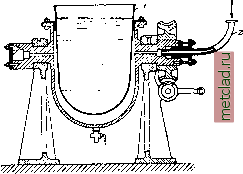 Фиг. 1. Котел для варки аппрета: /-котел, 2-паропровод. Все вещества, входящие в состав аппрета, предварительно следует отдельно растворить (если они растворимы в воде), расплавить и растереть, а затем смешать в варочном котле и варить. Аппрет наносится на ткань разными способами в зависимости от вида отделки, при чем ткань можно пропитать насквозь или только с одной стороны. Для этой цели применяют крахмальные плюсовки с 1 - 2-3 валами   Фиг. 2. Крахмальные плюсовки одностороннего действия:.4: i-вал, подающий аппрет, 2-рак-ия; В: 1,2,-3,4-направляющие ролики, й-вал, подающий аппрет, 6-ракля. {фиг. 2). Простой способ нанесения аппрета- это пропуск ткани поверх вала, который вращается в корыте плюсовки, наполненном аппретом; последний при этом не слишком глубоко проникает в глубь ткани, а покрывает ее только с одной стороны (изнанку); если на вал, наносящий аппрет, давит верхний вал, то аппрет продавливается внутрь и при сильном давлении проходит далее насквозь; молено увеличить проникновение аппрета, если верхнему валу сообщить ббльшую скорость, - тогда он будет втирать аппрет в ткань. Иногда поступают т. о.: ткань проходит в корыто с аппретом, огибая направляющие ролики, а затем отжимается между ва.чами. В случае применения плюсовки с тремя валами- нижний вал опускается в аппрет, равномерно смачивает соседний- вал; ткань пропускается между вторым и третьим и крахмалится с одной стороны. Иногда ншкни11 вал плюсовки снабнсается т. н. р а к л е ii. 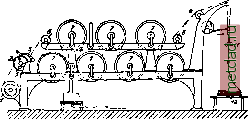 Фпг. 3. Сушильные барабаны: 7-навой поступающей ткани, 2 и 3-хруповик, 4 и 5-напра-вляюгцие ригеля, в и S-расправители, 7-сушильные барабаны, у-направляющий ролик, юн 11- приспособление для складывания ткани, /2-стол д.дя укладки высушенной ткани. К-рая счищает с него избыток аппрета, н ткань вследствие этого пропитывается незначительно; такая заправка ткани необходима в тех случаях, когда рисунок на лицевой стороне надо сохранить ярким или когда на ворс не должен попадать аппрет. Ткань, пропитанная аппретом, д. б. высушена. Обычно сушка производится на сушильных барабанах (фиг. 3), состоящих из медных цилиндров, обогреваемых паром, между которыми пропускают ткань. Число цилиндров и диаметр их (от 40 см до 2 м) зависят от рода ткани; крахмальные плюсовки устанавливаются перед сушилками и составляют с ними как бы одну машину. Во избежание нригорания невысохшего аппрета первые цилиндры сушильных барабанов обертываются мит1а1лем или заменяются деревянными барабанами, или же между барабанами ставятся ролики, позволяющие заправить товар т. о., чтобы он касался нагретой поверхности только одной своей стороной (изнанкой). 2) Смягчение нек-рых сортов товаров после крахмаления и сушки необходимо, т. к. ткани получаются чересчур леесткие. Этого достигают на а п п р е т о л о м н ы х машинах (фиг. 4). Они бывают двух сн-  Фиг. 4. Аппретоломная машина. стем: а) пуговичная машина (для легких товаров) Гарнье состоит из двух рядов деревянных валиков с выступающими головками обойных гвоздей; нижний ряд валиков может подниматься на уровень верхнего; по ненодвиленым валикам перетягивается товар в натянутом виде,- при этом происходит ломка аппрета; товар можно пустить, по желанию, в том и.)ш другом направлении; обычно он нронускается два раза и более; б) машина (для тяжелых товаров) Гейльмана состоит из двух расположенных друг над другом валиков с круговыми вырезами, при чем вьшуклостям одного соответствуют углубления другого; оси валов опираются на подвижные подшипники, что позволяет регулировать расстояние между валами; при пропуске ткани между валами аппрет смягчается. Машина Вельтера не отличается существенно от машины Гейльмана. Смягчения жесткой накрахмаленной ткани достигают в значительной степени при помощи отдувки - увлажнения водой на брызгальных машинах (см.). Цель этой операции - смягчить равномерным увлажнением ткань настолько, чтобы можно было осуществить последующие операции А. Ыеувлажнен-ная ткань впоследствии с трудом поддается отделке вследствие жесткости; степень увлажнения зависит от состава аппрета и вида отделки. Процент влаги колеблется в преде- ШШ77777/7/ШШ/ШШШШШШШ777ШШ7/7Ш лах 6-24,5%. Способов отдувки су- Фиг. 5.Сушильно-шнрнтельный станок (шпан-рама): 1 - влаж-ществует несколько: либо ее произ- ная ткань, г - расширительный валик, 3 - цепные барабаны, ВОДЯТ на щеточных машинах, причем б-натяжные ролики, высушенная ткань, S-PO- друг относительно друга; это позволяет располагать нити утка перпендикулярно к нитям основы. Нек-рые сорта тканей, по характеру отделки и применяемых красителей, после аппретирования на крахмальных плюсовках сушат на сушильно-ширильных станках, т. н. шпан-рамах (фиг. 5). Здесь ткань одновременно ширится и сушится, проходя через машину с помощью клупов или иголок на бесконечных цепях таким же образом, как это было указано при цепных ширилках. Некоторые шпан-рамы снабжены т. и. шанжирным приспособлением, позволяющим цепям находиться в известном движении одна относительно дру-  ткань проходит по направляющим роликам над ящиком с водой, в к-ром вращается большая круглая щетка, разбрызгивающая воду на ткань, либо применяют пульверизационные брызгалки, в к-рых вода разбрызгивается на ткань целой системой пульверизаторов. При отдувке увлажняется та сторона, на к-рой нанесен аппрет. Увлал-ненная ткань обыкновенно лежит в накатанном виде на роликах несколько часов для равномерного распределения влаги. 3) Ш и р е н и е. При процессах беления, крашения, промывках и т. д. ткань несколько удлиняется и сокращается по ширине (до 15%); кроме того, получаются перекосы (нити утка не перпендикулярны основе). Для исправления этих недостатков ткани подвергают шире ПИЮ. Попутно при этой операции темноокрашенные товары углубляют свой цвет, т. к. расстояние мелоду нитями становится больше, белые - несколько теряют в своей белизне. От ширения ткань приобретает некоторую мягкость, т. к. аппрет, делающий ее жесткой и заполняющий промелутки между нитями, отчасти осыпается, отчего ткань становится мягче. Ши-рение производят обыкновенно не до первоначальной ширины суровья, а несколько меньше (при 72-сл1 ширине суровья шире-ние производят на 1-27* см меньше начальной и при 1,44-ж ширение суровья на 27*- SYi см меньше); доведение ткани до первоначальной (суровой) ширины мол ет привести к разрыву кромок или всей ткани. Ширение производят на колесных - ременных и цепных-ш и р и л к а X. На ременных колесных ширилках кромки товара попадают между ремнем и ободья.ми колеса, и при этом товар ширится на 2V4-б/* см. На цепных ширилках ткань захватывается на цепи иголками или снециальными захватками- клупами , цепи передвигаются и к концу ширилки постепенно расходятся, и ткань ширится. В нек-рых случаях цепи расположены так, что могут передвигаться лик-щетка. гой, вследствие чего нити утка получают нек-рое движение относительно нитей основы и пе склеиваются с последними. Склеивание нитей делает товар грубым и мало эластичным; товар, высушенньп1 па шпан-рамах с шанжирпым приспособ.теиием, приобретает мягкость и эластичность. 4) Каландрение. Для увеличения плотности, лосхса, блеска, эластичности, а таюке сообщения муара, гофрировки и серебристого блеска хл.-б. ткани подвергаются каландрению на каландрах [простых, фрикционных, бительных, или чезинг, серебристых, гофрировочных и муарировочных (фиг. 6)]. Ка.т1андры состоят из нескольких (от 2 до 9) валов, при чем металлические (из твердого чугуна, стали) чередуются с валами из прессовапиого под большим давлением бумалс- Р=1 Щ ного картона, /у---т хлопка, джута, ттщтШШШ:. шерсти. Мелоду ка,ландр: i, 2 и 3- ва-Тами пропус- натяжные ригеля. 4 - метал-кают расправ- лический вал, 5 ii б - картон-т р и гт V ю т к я н 7 ~ отводящий вал, .leuiiyiu 1и,с1иь д и - рычажное приспо- ПОД большим да- соблеиие. влепием. Давление производится с помощью рычагов, винтов, пружии или гидравлическим путем. Ткапи пропускают мелоду валами в различном порядке, в зависимости от требуемой отде-тки. На интенсивность каландрения влияют величина давления валов на ткань, соотношение между скоростями их вращения (у обыкновенных скорость вращения одинакова, у фрикционных- отношение скоростей 1 : 1Y>), твердость материала валов, t° их (горячие и холодные каландры), чисто пропусков ткани через жала валов, диаметр и  число валов, скорость движения самой ткани и ее влалшость. Большие давления, высокая t° и повышенная влажность, большое число валов производят больший эффект. Фрикционные каландры при малой скорости движения товара обусловливают больший лоск и блеск, чем пропуск при той же скорости через обыкновенный каландр. Металлическ. валы дают больший блеск, чем бумажные; если металлич. вал враш,ается с большей скоростью, чем соседний бумале-ный, то блеск увеличивается. Усилершя блеска достигают обогреванием металлич. валов (газом, паром). Для получения муара и гофрировки применяют в ка.тандрах валы (стальные, бронзовые) с определенной гравюрой, отпечатывающейся под да-в.тением на ткань. Для получения серебристого блеска, согласно патенту Шрейнера, ткань проходит под большим давлением (до 50 ООО кг) между валом из бумажной массы и горячим (100-110°) стальным (лицевой стороной к последнему), на к-ром под углом к образующей вала нанесены штрихи в числе 10-12 на 1 мм. Ткань, прошедшая через такой серебристый каландр, приобретает серебристую отделку (ластик, сатин). Для сообщения хл.-б. тканям льняной отделки применяют бительные (чезинг) каландры, позволяющие пропускать ткань по 6-8 полотен, сложенных вместе; при этом места скрещения нитей одной ткани давят на такие же места другой, происходит расплющивание нитей, а это вызывает определенный эффект-муар. 5) К а т а н и е. Для получения большего муара, чем на бительных каландрах, хл.-б. ткани подвергают катанию на катке. Различают катки ящичные (фиг. 7) и гидравлические. Ткань, накатанная на ролик, поступает на ящичный каток, где под давлением 10 ООО-30 ООО кг катается в течение нек-рого времени. Для увеличения производительности пользуются гидравлич. катками (обыкновенными или револьверными); здесь накатанный на средний вал товар подвергается катанию под давлением 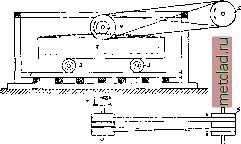 Фиг. 7. Каток тцичный: 1-стол для катанья, 2-катальный ящик, з-катки, 4-цепной барабан, 5 -приводной шкив. 25 ООО-50 ООО, а в некоторых случаях и 100 ООО кг, между двумя вращающимися чугунными валами. 6) Колочен и е. Для получения еще большего муара хл.-б. ткани подвергают колочению на колотильных и бительных машинах (см.). Ткань, накатанная на ролик, подвергается ударам тяже.тых пестов (чекмарей у колотильных машин) или же, накатанная на вал, подвергается более частым, но слабым ударам колотушками- билами (beetle); при этом достигают еще большего муара и сходства с льняными тканями. 7)Бастовка. Иек-рые товары, производимые из угаров и сорных сортов хлопка и идущие в продажу в суровом виде, необходимо очистить от засорений и чуть-чуть подворсовать лицо и изнанку. Эта операция очистки носит название бастовки 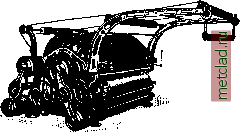 Фиг. 8. Ворсовальная машина. и производится на наждачно-басто-в а л ь н ы X машинах. Они состоят из 4-6-8 наждачных валов, а таклсе щеточных валиков. Проходя по этим ватикам и щеткам, товар очищается с одной или с двух сторон. 8) Ворсование, или чесание. Ткани, предназначенные для холодных сезонов (бумазея, фланель, молескин, одеяла), выпускаются на рынок с ворсом, т. е. с мягким пушистым слоем из хл.-б. волоконец, выдернутых из утка ткани. Эта операция называется чесанием или в о р с о в ан и е м и производится на в о р с о в а л ь-п ы X машинах (фиг. 8). Они состоят нз большого вращающегося барабана, на к-ром насалсены вращающиеся ролики в числе 14-48, обтянутые кардной лентой. Половина роликов вращается в сторону движения товара, другая же половина-против. Металл, иголки кардных лент производят ворсование. Хл.-б. ткани ворсуются сухими с одной или с двух сторон, при чем не за один раз, а в несколько приемов. Ворсование применяется б. ч. к суровым тканям, волокна у к-рых покрыты жирами и носками, придающими им эластичность и гибкость. Наиболее подходящими для ворсования являются ткани с угарным утком и саржевым перенлетением. В дальнейшем для поднятия смятого ворса во время А. происходит лишь подворсовывание, или декатировка. 9) С т р и лс к а. У молескинов, хл.-б, сукон, одежных, костюмных товаров необходимо лицевую сторону очистить от узелков и выровнять ворс. Этого достигают стрижкой на стригальных машинах. Ткань стригут с помощью стригальных ножей, к-рых бывает до 8 нар; чаще распространены машины с 2 и 4 парами. После стрижки ткань обычно очищается от пуха на пухоочистительных машинах. 10) Декатировка. Ткани с начесом- костюмные и одежные,--у которых требуется разгладить ворс, подвергают д е к а т и р ОВ к е. Ткань пропаривают в
|