
|
|
|
|
Главная --> Промиздат --> Аэродинамический расчет самолета -н--t---H на краях больше воды, чем в середине, что вредно отражается на ней во время по-следуюш,ей сушки листа и при прохождении его через машину; во избежание этого прессовым валам придают не цилиндрическую, а указанную на фиг. 5 форму. Такая обточка и выверка валов назьшается их бомбировкой. Таблица 1 показывает то расстояние, которое должно бьггь между краями валов, чтобы в работе верхний вал оказывал па нижний одинаковое давление по всей своей длине. .------,iK- .----- Фпг. 5. кон (сопротивление разрыву прессовых сукон составляет приблизительно 55 кг на см ширины). Сушильные цилиндры обыкновенно располагаются в два ряда один над другим, при чем бумага переходит по очереди с нижнего на верхний цилиндр и т. д. Верхние и нижние цилиндры имеют отдельные сукна, при чем, если сушильных цилиндров много, то они делятся на несколько групп, охватываемых отдельными сукнами. Число сушильных цилиндров в зависимости от характера вырабатываемой бумаги и скорости Б. м. колеблется весьма значительно, начиная от одного (для специальных тонких бумаг) и до 40 и более в быстроходных современных Б. м., вырабатывающих газетную и подобные ей бумаги (табл. 2). Табл. 1.-Б о м б и р о в к а прессовых валов (в .н.м).
В левой вертикальной графе даны диаметры подлежащих бомбировке валов, в верхней строке - их длины. Приведенная таблица дает приблизительно верные размеры бомбировки нижнего вала при его шлифовке. В таблице приведены размеры бомбировки для валов, покрьггых резиной, для первого и второго прессов; для третьего пресса эти размеры должны быть уменьшены на 5%. 3. Сушильная часть. Последнюю часть воды, которую не удается удалить из бумаги механич. путем, пропусканием через прессы, приходится удалять выпариванием иа сушильных цилиндрах. Сушильные цилиндры представляют собою чугунные цилиндры, закрытые с обоих концов чугунными крышками. Поверхность ци.линдров д. б. тщательно обточена и отшлифована. Нагревание сушильных цилиндров производится паром, при чем для этой цели используется преимущественно отработанный пар какого-либо двигателя. Собирающаяся внутри цилиндра при конденсации пара вода отводится специальньпйи приспособлениями, а именно: 1) черпаками, прикрепленными к крышке цилиндра с приводной стороны, зачерпывающими накопившуюся воду во время вращения цилиндра, 2) сифоном, состоящим из изогнутой трубки, доходящей почти до нижнего края ци.линдра, действующим давлением пара внутри цилиндра. Для того, чтобы бумага лучше прилегала к поверхности цилиндров, таковые охватываются сушильными сукнами, плотно прижимающими бул1агу к поверхности цилиндров. Сушильные сукна, в отличие от прессовых сукон, часто делаются из хлопчатой бумаги, а не из шерсти, и достигают толщины в 6 мм; они гораздо прочнее прессовых су- На фиг. 6 показана сушильная часть Б. м. с цилиндрами для сушки бумаги и другими, меньшими (два цилиндра вверху), для сушки сукон. Т. к. сушильные сукна от прикосновения влажной бумаги впитывают в Табл. 2.-С у ш п л ь н а я часть Б. м. Максим, са- Число сушильи. цилиндров, дпа.м. в мм
себя влагу, их обыкновенно пропускают через отдельные сушильные цилиндры-сукно-сушители, прпменение которых значительно удлиняет срок службы сукон и ускоряет сушку бумаги. В современных Б. м. сушильная часть снаблсена целым рядом вспомогательных приспособлений, облегчающих обслуживание; таковыми являются, например: автоматич. механизмы для натяжения и выравнивания движения сукна, приспособление для автоматич. заправки бумаги на сушильные цилиндры, автоматич. регулирование подачи пара и т. д. Сушильная часть бывает разделена на две, три или четыре группы, при чем между ними иногда уста-!1авливается двухва.льный пресс - мокрый глезер, т. е. сглаживающий пресс,-че-vpe3 который пропускается еще не совсем Ч?ысохшая бумага для лучшего сглаживания скорость машины в м/ы. (средняя), д~ вес 1 jw (в г), t - средняя продолжительность простоев машин в течение суток (в час). 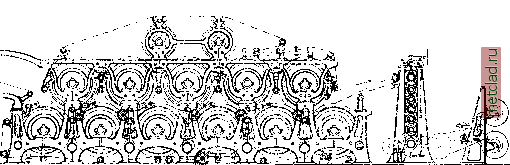 Фпг, 6. ее поверхности, пока волокна ее не потеряли своей эластичности. Так как на каждую часть вырабатываемой на Б, м. готовой бумаги приходится на сушильной части выпарить около двух частей воды, то для удаления ее в виде паров необходимо наличие больших количеств воздуха, достаточно сухого для того, чтобы воспринять такие большие массы влаги без образования тумана около Б. м. и капания воды с потолка. В виду этого правильный подвод к сушильной части воздуха, по возможности подогретого, чрезвычайно важен для правильной работы этой части. Удаление насыщенного влагой воздуха происходит обыкновенно через вытяжные шахты над потолочным перекрытием или при помощи вентиляторов. Скорость Б. м. зависит от перераба-тьшаемых материалов, сорта и плотности бумаги и конструктивных особенностей са-мочерпки. (Для высоких и средних сортов наименьшие скорости соответствуют большим плотностям, а ббльшие скорости - меньшим плотностям бумаги. Для газетных бумаг скорость хода обусловливается гл. обр. конструкцией машины.) Общего правила скоростей установить нельзя, но примерно можно рекомендовать следующие соотношения при выработке ходовых сортов: Табл. 3.-Скорость Б. м. для ходовых сортов бумаги.
Общая ф-л а производительности Б. м.: J?.r.j7.60(24-O. 1 ООО здесь Р-производительность Б. м. в сутки (в кг), В - рабочая ширина сетки в м, v- Эфф. мощность Б. м. определяется по формуле: Жэфф. = Кф + 0,55). 4(1 -1в Н*, где if-коэфф., зависящий от скорости движения бумаги (при v< 120 м/м. К= =0,20 - 0,30; при v<250 м/м. К=0,30- 0,40), Ъ - рабочая ширина сетки в ж, у - скорость движения бумаги в м/м., д - вес одного м вырабатываемой бумаги в г. Табл. 4.-Данные о самочерпках СССР, Германии и Канады.
Из приведенной сводки данных о самочерпках СССР, Германии и Канады видно, что число самочерпок Германии в 6 раз превышает число самочерпок СССР и Канады, а общая ширина всех самочерпок Германии в 6,2 раза превосходит общую ширину самочерпок СССР и в 3,2 раза ширину самочерпок Канады. Средняя же ширина одной самочерпки Канады в 2 раза превосходит таковую СССР и в 1,96 раза-Германии. Общая выработка Канады в 7,3 раза больше выработки СССР и только в 1,1 раза больше выработки Германии. Выработхса на одну самочерпку Канады составляет 14 973 т. БУМАГОМАССНАЯ ПРЯЖА т.е. в 7,2 раза больше выработки одной само-. черпки СССР. Средняя выработка на 1 л ширины самочерпки Канады - 4 115 w, т. е. в 3,75 раза больше средней выработки СССР. Бумагоделательные машины цилиндровые, или круглосеточные,-см. Картонное производство. А. Теенер и Л. Каненсний. Лит.: см. Булюаюкое произвоЗство. БУМАГОМАССНАЯ ПРЯЖА, пряжа, полученная из бумаги кручением узких бумажных полосок в нить. Различают два основных вида Б. п.: 1) из готовой бтйаги (ксилолин, саколин) и 2) из бумажной массы (сильвалин). Первая производится из разрезанной на узкие полоски бумаги, шириною от 2 до 15 мм, поступающей в прядильные машины: каждая отдельная полоска бумаги поступает на веретено, получает крутку и принимает вид и форму нити. Вторая производится из бумажной массы, которая, выходя из корьгга машины, разделяется па узкие, 9-11 мм, ленточки и в таком виде подходит под пресс, отжимается, теряет ок. 50% влаги, наматывается в клубки и поступает на склад, а оттуда на прядильные машины. Прядение состоит в том, что полоска закручивается и превращается в нить. Для получения крученой пряжи Б. п. с прядильных машин поступает на тростильные и затем на крутильные. Наибольшее распространение получил способ производства Б. п. из готовой бумаги. Б. п. идет как на грубые ткани - для пошивки мешков для сахара, зерна и строительных материалов, так и для производства более тонких тканей- одежных, мебельных, домашнего белья. Производство Б. п. получило особое развитие в Германии в период войны 1914 г. Сейчас производство Б. п. крайне ограничено. Главный недостаток - отсутствие у пряжи достаточной растяжимости, гибкости и мягкости, потеря ею крепости на разрыв во влажном состоянии. Для установления номеров бумагомассной пряжи применяется метрическая нумерация. Лит.: Пфуль Э., Бумажномассные пряжи, Рига, 1904; Heinke W., Handbuch d. Papiergarn-spinnerel u. Weberei, 2 Aufl., В., 1917; Rohn G., Papiergarn, seine Herstellung u. Verarbeitung, Lpz., 1918; <.Kunstseide , Munchen (c 1919 no 1922-под назв. Neue Faserstoffe , с 19 no 23-24, 1922-под назв. Deutsche Faserstoffe u. Spinnpflanzen; с 24 1922 no 1 192Й-ПОД назв. Faserstoffe und Spinnpllanzen ) 1919; Lelpzlger Monschr. f. Textillndustrle , 1917, 22. БУМАГОПРЯДИЛЬНОЕ ПРОИЗВОДСТВО, см. Хлопко71рядение. БУМАГОРЕЗАЛЬНАЯ МАШИНА.1) В бума лен ом производстве Б. м., или саморезка, слуидат для разрезания н а листы бумаги, получаемой в виде катушек па накате бумагоделательной машины или на каландрах. Б. м. совмещают продольную резку широких рулонов на более узкие полосы и поперечную резку. У нас в Союзе распространенным типом является бумагорезальная машина системы Верни, схема которой изображена на фиг. 1. Бумага поступает в несколько слоев с особых станин, несущих от 6 до 12 рулонов бумаги. Бумага разрезается па продольные полосы парными дисковыми ножами А, устанавливаемыми по щирине требующегося формата. При дальнейшем ходе бумага поддерживается бесконечным сукном N, движущимся по сукноведущим валикам и М- Поступательное движение бумаги производится при помощи колес Е, шатунов D и подвижного пресса В. Когда головка F, в которой укреплен конец шатуна В, проходит  нижнюю полуокружность, пресс В зажимает бумагу и тянет ее вперед; когда же конец шатуна переходит на верхнюю полуокружность, он поднимает верхнюю подушку пресса, и движение приостанавливается. В это время неподвижный пресс С зажимает бумагу, и она разрезается в поперечном направлении между неподвижным ножом и подвижным поперечным ножом G. Разрезанная т. о. на листы бумага падает на наклонный лоток L. Длину отреза устанавливают, изменяя ход пресса В путем перестановки головок Е дальше или ближе относительно центра колеса Е. Поднимание и опускание ножа 6г осуществляется при помощи рычага И, вращающегося на оси/при помощи кулачка К. Производительность этой машины можно выразить ф-лой: Q = 0,06Ь.тЛ.п.д, где - часовая производительность Б. м. в кг, Ъ - чистая рабочая ширина машины в м, т-число ударов поперечного ножа, в 1 м., I-длина каждого отреза в м, п-число разрезаемых одновременно валиков, д - плотность бумаги в г/м. Следует иметь в виду, что вычисленная по этой ф-ле производительность характеризует собой чистую работу резания (без заправки бумаг, смены валиков и других вспомогательных операций); чтобы получить фактическую производительность, следует полученный по формуле результат помнолсить на коэфф. использования, составляющий 0,60-0,75, что отвечает работе в 15-18 ч. в сутки на самую резку. Число ударов попереч. ножа у Б. м. Верни равняется обычно 12-20 в минуту, достигая в нек-рых случаях 30 и даже больше. Длина каждого отреза колеблется от 0,3 до 1,5 м; более длинные отрезы получаются при применении более сложных машин (с ду-пликатором), в к-рых поперечный нож может делать удар через один оборот. Число валиков (листов), разрезаемых одновременно, зависит от плотности и сорта бумаги. Бумагу средней плотности (60-70 г/ж) в нашей практике режут на саморезках Верни обычно в 8 листов, более тонкие бумаги-в 12-15 листов. Другой тип Б. м., т.н. ротацион-н ы X, находит применение преимущественно в Америке и в 3. Европе. Впрочем в последнее время такими саморезками стали оборудовать и наши фабрики. Ротационная Б. м., изображенная на фиг. 2, состоит из чугунной станины В, дисковых парных ножей В, режущих бумагу продольно, и вращающегося ножа А, производящего
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||