
|
|
|
|
Главная --> Промиздат --> Аэродинамический расчет самолета с движением ее за вторую половину; она может с такой же вероятностью уйти еще дальше вперед, как и вернуться назад или пойти в сторону. Соединяя прямой линией начальное положение частицы с ее конечным положением, мы увидим, что эта линия будет .замыкающей стороной тр-ка, состав-вленного перемещением частицы за первую и вторую половину. Т. о. эта линия молсет оказаться вдвое длиннее, чем удаление за первую половину наблюдаемого промежутка времени; но может случиться, что частица вернется назад, так что длина этой линии будет равна нулю; возможно, конечно, и всякое промежуточное значение. Если среднее перемещение за единицу времени мы обозначим через х, то такое же среднее перемещение за следующую единицу времени м. б. направлено под каким угодно углом к предыдущему, от О до ±180°, при чем каждый из этих углов встречается одинаково часто. Вычисление показывает, что среднее перемещение за двойной промежуток времени мы получим, если представим себе, что направление перемещения за вторую единицу времени было перпендикулярно перемещению за первую единицу времени. Величина этого перемещения по гипотенузе, как легко видеть, будет равна х /2. Если мы прибавим третью единицу времени, то те же соображения покалсут, что перемещение за три единицы времени равно х j/S, а за и единиц времени х ]/п. Таким образом перемещение частички, участвующей в В. д., пропорционально корню квадратному из промежутка времени, или, что то же, средний квадрат перемещения пропорционален промежутку времени. Теория Эйнштейна приводит к следующей ф-ле для перемещения х шаровой частицы а за промежуток времени t: =-Т- Здесь Е выражает газов, постоян., равную 8,313.10 ;; N-число молекул в грам- градуС молекуле, равное 6,062.10*, следовательно = 1,37.10~1б; - абсолютная темп-ра, v- коэфф. внутреннего трения жидкости и а- радиус шаровидной частички. Рисунок, сделанный Перреном по наблюдению под микроскопом одной частички гуммигута в воде и отмечающий положение частички через каждые 30 ск., показывает характер Б. д. Перрену удалось установить аналогичный закон В. д. и для вращательного движения частички в жидкости. Указанная ф-ла позволяет вычислить число N, пользуясь наблюдениями над Б. д. Измерения Перрена дали величину несколько ббльшую истинной вследствие того, что движение частичек вблизи стенки испытывает большее трение, чем внутри жидкости. Как показал ученик Перрена, Константен, если перечислить наблюдения Перрена, учтя это обстоятельство, то мы получим правильное, приведенное выше, значение N. Законы Б. д., справедливые для любых частичек в любой жидкости, м. б. перенесены и на двилсение молекул. Как оказалось, они весьма удовлетворительно выясняют явления диффузии и позволяют су- дить о размерах молекул. Б. д. послужило основанием для широкого развития стати-стич. физики и в частности метода флуктуа- 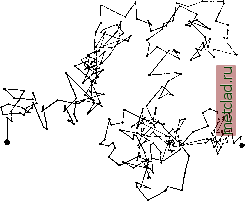 Броуновское движение частички гуммигута в воде. Мелкими точками отмечены положения частички через каждые 30 ск. (По Перрену.) ции, весьма плодотворного не только в области молекулярной физики, но и для теории лучистой энергии и электронных явлений. Лит.: П е р р е н Ж., Атомы, перев. с французского, Москва, 1925; Einstein А., Untersuchung tiber d. Theorie d. Brownschen Bewegungen (№ 199 серии Ostwalds Klassiker der exakten Wissenschaften , Leipzig, 1922). A. Иоффе. БРОШЕ ТКАНИ, шелковые и хлопчатобумажные ткани, в к-рых на полотне прошиты особыми нитками небольшие рисунки, резко отличающиеся от фона. Для прошивки рисунков употребляют особые челночки, называемые подкладными, в которых заложены ШПУЛЬКИ с прошивными нитями. БРОШИРОВАЛЬНЫЕ МАШИНЫ служат для механической брошировки листов и подразделяются на три основных категории: фальцевальные, сшивальные и бумагорезальные машины (см.). Новейшими из них являются фальцевальные машины, появившиеся лет 30-40 назад, сперва в виде машин с ручной накладкой листов. Складывающий аппарат в них состоит из широкого тупого ножа, к-рый ударяет сверху по проходящему под ним печатному листу и вдавливает его между двумя вращающимися в разные стороны валиками, благодаря чему получается первый фальц (сгиб). С помощью бесконечных тесем сфальцованный лист передается далее, внутрь машины, к другим аппаратам, для 2-го и 3-го фальца. Машины эти давали не более 8-10 тыс. листов за 10 ч. работы.Фальцевальные машины последующих выпусков, при той же конструкции, снабжались автоматами для накладки листов (фиг. 1). Последние модели Б. м. возлагают на работающего лишь заботу о своевременном снабжении машин печатньв1и листами. Наблюдение за ними несложно, и один человек может обслуживать две, а при подходящих условиях и три машины, дающие каждая от 25 до 30 тыс. сфальцованных листов за 8-час. раб. день. Немецкие машины строятся и для четырех фальцев и часто снабжаются швейными аппаратами, продергивающими в разъем листов две короткие нитки, концы которых затем растрепываются по корешку книги и заклеиваются под обложку. Такая брошировка не прочна; этот способ броши- баются на задней стороне книги или - для небольших брошюр в 2-3 листа и для л-сурнальпых работ, при шитве в разъем 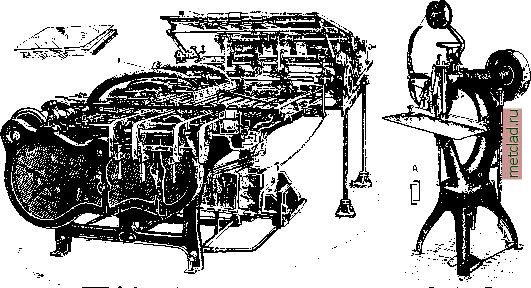 Фиг. 1. Ф<чльцевальная машина: 1-нож, делаюш;иГ1 первый фальц, 2 накладчик, з-приемка сфальцованных листов. рования очень распространен в СССР. Машины англо-американского типа строятся без швейных аппаратов (в Америке и в Англии шьют книги на отдельных машинах) и по конструкции значительно отличаются от немецких машин; в них применяются и другие принципы фальцевания. В послед, время по принципу американ. конструкции герм, фирмой Шпис построена фальцев, машина без ударных ножей; быстро двигающийся лист отталкивается на своем пути от поставленного по размеру упора и втягивается самостоятельно вращающимися рифлеными валиками (фиг. 2). Такая конструкция позволяет делать сгибы в любом месте листа и в любом направлении, допуская самые разнообразные комбинации фальцовки. Производительность машин американ. конструкции значительно превосходит таковую доселе известных фальцевальных машин. Сшивальные машины строят для шитва проволокой и нитками. Первые машины имеются двух типов. Т. н. тачал-к и - небольшие пол-сные или моторные .машины, работающие путем пробивки в одном или двух местах подобранных книг проволокой разных калибров в зависимости от толщины книги. Концы проволоки заги- [0- Фиг. 3. Проволоносши-вальная машина: А - расположение скобок, листа-в середину листа. Последние модели этих машин пробивают одним ударом до 5 см (фиг. 3). По такому же принципу шитва в середину листа строится второй тип более крупных многоаппаратных машин (фиг. 4) для пришива- 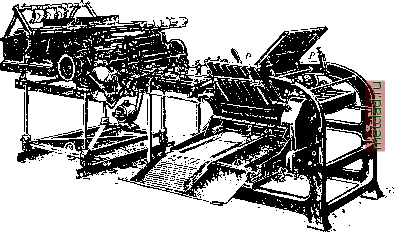 Фиг. 2. Фальцевальная машина: Р-рамки с упорами по размеру листа. ния ЛИСТ за листом к полосе марли или к тесьмам сразу в нескольких местах (в зависимости от длины корешка). Вид корешков книг, СШИТЫХ на марле и тесьме, показан на фиг. 4 ~А и Б. По разным техническим причинам проволочное шитво не всегда удовлетворительно (слабая раскрываемость книг, ржавление проволоки от влаги, содержащейся в склеивающих веществах, употребляемых при брошировании, и т. п.). В виду этого Англия и Америка пользуются ииткосшивальными машинами. Многие из них работают почти автоматически: на непрерьшно вращающиеся крылья ма-пшны работник невысокой квалификации накладывает лист за листом бумагу, заготовленную заранее в необходимом порядке; 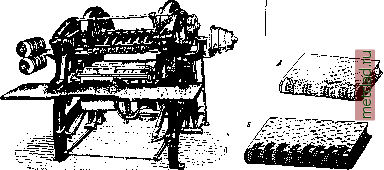 Фиг. 4. Семиаппаратная проволокосшивальная машина. машина самостоятельно подшивает листы один к другому с захлесткой петли, давая и без марли достаточно прочно сшитую книгу; второму рабочему, у приемки, остается лишь отрезать одну от другой готовые сшитые книги, при известных условиях годные и для массового переплета. Производительность этих машин довольно велика, но зависит от характера работы. За последнее время подобные машины стали строить и германские заводы. В брошировальном производстве, и в особенности в заключительной стадии работы, употребляются обыкновенные бумагорезальные машины (см.). Все увеличивающиеся требования механизации производства при массовой работе вызвали к нсизни новые конструкции машин брошировальн. производства как для разнообразных мелких операций (например для приклейки приложений и частей листов, отгиба канта обложки и т. п.), так и для крупных процессов брошировки. За последние годы появились машины для одного из главных процессов брошировальной работы, производившегося вручную,-подборки листов. Подборочные машин ы работают автоматически со скоростью 20 ООО-25 ООО подобранных книг в 8-час. рабочий день при объеме книги до 20 печ. .пистов. При меньшем объеме книги производительность соответственно увеличивается. Большим преимуществом этих машин является точность работы, почти исключающая ошибки, столь частые в этом процессе при ручной работе: при задержке или пропуске листа машина автоматически останавливается. Машины эти америк. происхо-лсдения, но в последнее время такие машины (несколько упрощенные) строят и германские заводы. Америк, комбинаты, выполняющие, кроме подборки листов, еще сшивку проволокой и покрытие обложкой, имеют в длину ок. 25 ми выпускают в час около 2 ООО сброшированных в обложки книг до 20 печ. листов каждая. В СССР такая машина работает в 1-й Образцовой типографии ГИЗ в Москве. с. МнхаВлов. БРОШИРОВАНИЕ, брошировка. Под Б. понимается скрепление отдельных печатных листов в одно целое - книгу или брошюру (при незначит, числе листов). Б. имеет целью или временное скрепление толстой книги - до переплета, или б. или м. постоянное - для брошюр, не предназначаемых для прочного переплета. Соответственно различным целям меняются требования , предъявляемые к Б., характер работы и отдельные ее процессы. Последние в основном состоят в следующем: 1) фальцевание (фальцовка), т. е. перегиб в известном порядке отпечатанных книжных листов в тетради; 2) вклейка (иногда приклейка) не-прошиваемых частей листа или отдельных приложений (иллюстраций, карт, и т. п.); 3) подборка (подъемка) сфальцованных листов в порядке следования в книге; 4) сшивание (шитво) подобранных листов вместе; 5) покрытие (крьггво) сшитой книги бумажной обложкой и, наконец, 6) обрезка (резка) книг с двух или трех сторон. Наибольшее значение для прочности Б. имеет шитво, производимое различными способами, проволокой или нитками. В первом случае шитво производится на особых машинах (тачалка) в край книги (в этом случае книга, особенно толстая, обычно плохо раскрывается) или в середину (разъем) листа (для брошюр в 2-3 листа). Ниточное шитво производится несколькими способами: 1) при фальцовке на фальцевальных машинах - продержкой в середину листов (тетрадей) коротких ниток со свободными концами с последующей заклейкой их на корешке книги под обложкой; такое В., очень распространенное в больших городах СССР, крайне непрочно: разрезанная сверху (в головке) книга при таком шитве быстро расползается; 2) ручное сшивание книг ниткой последовательное, лист за листом, шитво непрочное; ручное-петлей (в захлестку) прочно, но Д0])0-го стоит вследствие медленной работы и в настоящее время почти не применяется; 3) пришивание листов в корешке книги к редкой ткани (марле) или к отдельным тесь-мам - не дешевый, но наиболее прочный вид Б.; при этом способе шитва листы прошиваются или нитками или, что чаще, проволокой на особых сшивальных машинах. Прочность Б. в отдельных случаях может быть усилена особым приемом-приклейкой обложки путе.м отгиба - фальпа около корешка, а таюке склейкой обложки с передним, свободным от печати, листком книги (форзац), нарочно для этого оставляемым. Все процессы Б. могут производиться или вручную, что теперь почти не делается, или при помощи соответствующих машин для каждого вида работы. См. Броширо- ваЛЬНЫе машины. с. Михайлов. БРУНОЛЕИН, протрава для дерева, состоящая из раствора солей свинца в олифе
|