
|
|
|
|
Главная --> Промиздат --> Аэродинамический расчет самолета  с его скоростью, через t ск. увидим цель на линии CAi и стопорим секундомер. Линия СБ изображает луч отставания, а точка В- место падения бомбы. Углы визирования и , выбираются так, чтобы луч СА делил пополам отрезок АВ (т. е. чтобы AAi=AiB). Если после остановки секундомера стрелка его пошла бы обратным ходом, то, очевидно, она оказалась бы на нуле в тот момент, когда цель будет усмотрена на луче отставания, т. е. в момент падения бомбы. Зная время падения Т бомбы, нужно сбросить ее в тот момент, когда стрелке секундомера останется при обратном ее ходе Т ск. до совпадения с нулевым делением. Угол АСВ должен быть выбран так, чтобы время перехода луча из С А в С Ах было больше времени падения. Способы метания при боковом ветре во время мировой войны еще не были достаточно проработаны. Фиг. 3 поясняет влияние бокового ветра на траекторию. CCi-перемещение самолета относительно земли {v), СС - перемещение самолета относительно воздуха во время падения бомбы {v), CCi-перемещение его вместе с атмосферой {w - скорость ветра) под действием ветра. Проектируя точку Сх на горизонт, получаем С, от которой нужно отложить линейное отставание Д по направлению, параллельному оси симметрии самолета или его воздушной скорости. Точка JB, построенная таким образом, будет местом падения бомбы; горизонтальная проекция траектории-АВ. Под влиянием ветра получается боковое отклонение, которое должно быть учтено прицельным прибором, что составляет сущность боковой наводки. Время на все подготовительные операции при Б. нужно сокращать для уменьшения пребывания под обстрелом зенитной артиллерии противника. С этой целью применяются прицелы, основанные на так назыв. синхронном методе (требующем наименьшего времени на прицеливание), наименее стесняющие управление и боевое маневрирование самолета. Сущность этого метода сводится к тому, что визирная трубка прицела, приводимая в движение часовым механизмом, будучи направлена на цель, в течение нек-рого промежутка времени следит за ней, что достигается или переменой скорости движения визира, или изменением его превышения в приборе относительно бегущей мушки, имитирующей движение цели. При синхронном движении визира с целью, скорость самолета относительно цели определяется в приборе автоматически. Устанавливая высоту полета и время падения бомбы, автоматически получают к концу промежутка синхронизации нунный угол прицеливания. Падение бомбы В Фиг. 3. Лит.: А гона с Е., Воздушная артиллерия, Ч.1-Бомбометание, М.-Л., 1927; Журавченко А., Теория аэрометания и прицельных приборов, Воздушный справочник , т. 1, Авиаизд-во, М., 1926; Н о b 1 е у А. Н. and 1 п g 11 s Н. В., Aerial Bombing, Mechanical Engineering*, June, September, Easton, Pa., 1924; Cranz C, Lehrbuch der Ballistik, B. 1, В., 1925; В loch M., Note sur la balistique des bombes davions, Memorial de rartillerie fran-Caise , t. 4, 2 fasc, P. 1927. E. Агоиас. БОМБОСБРАСЫВАТЕЛИ, часть прибора для божболгетшшя (см.), служащая для приведения в действие замков бомбодержателя (см.). Б. бывают ручные и автоматические. В империалистич. войну употреблялись почти исключительно первые, обычно представляющие собой простые рычаги-сбрасыватели, или автологи. Современные ручные Б. строятся универсального типа, допускающего сбрасывание авиабомб пачками или по одиночке. Автоматич. В., к-рыми снабжены лучшие современные групповые бомбодеркатели, приводятся в действие преимущественно электрическ. током и, будучи также универсальными, дают возможность сбрасывать бомбы в любой комбинации и почти мгновенно. Такие автоматы в соединении с прицельным приспособлением позволяют выпускать авиабомбы из бомбодержателя точно в желаемый момент, что очень важно для достилсения меткости попадания в цель. Б. устанавливаются вблизи прицельного прибора, в месте, удобном для летчика-наблюдателя. БОМЕ ГРАДУСЫ, см. Ареометрия. БОНДАРНЫЕ ИЗДЕЛИЯ, деревянные сосуды, изготовляемые из специально выделанных дощечек или планок, связанных между собою обручами, с дном или днищами, вправленными в особое углубление - паз, т. и. утор (см. фиг.), вынутый на одном или на обоих концах каждой планки т. о., чтобы утор составлял одну сплошную линию в собранном комплекте боковых дощечек, которые называются боковиком, клепкой (см.) или клепчиной. Б. и. изготовляются для нужд торговли, домашнего и сельского хозяйства и служат главным обр. как тара для сыпучих веществ и разного рода жидкостей. В промышленности Б. и. употребляются как специальные сосуды (баки, бассейны), в которых хранятся разного рода лсидкости и растворы, разъедающие металлы (химическая и кожевенная промышленность). Б. и. бывают открытого и закрытого типов. Открытые Б. и. носят самые разнообразные названия: ушаты, ведра, лохани, ванны, кадки, баки, бассейны и т. п. Закрытого типа Б. и. называются бочками (см.), при чем последние бывают разнообразных форм и размеров в зависимости от их назначения. Б. и. изготовляются из различных древесных пород: лиственных (дуба, бука, липы, осины, березы, одьа;и, ивы и кащтна) и хвойных (ели.  сосны, пихты, кедра, лиственницы и можжевельника), Б. и. в плане б. ч, имеют крупные контуры, но, кроме того, изготовляются овальными, эллипсоидальными,прямоугольными или квадратными; в последних двух случаях-с закругленными ребрами. Клеп-чины собираются в комплекты-изделия или в прифугованном или в шпунтованном виде. Сами клепчины идут в изделия в пиленом или строганом виде. Образующая боковой поверхности комплекта клепчин м. б. прямая (встречается гл. обр. в открытых типах Б. и.) или выпуклая (бочки). По форме Б. и. бывают: цилиндрические, конусообразные, вершиной вверх или вниз, в виде параллелепипеда или куба. Б. и. в готовом виде могут употребляться без особой отделки, если они слулсат для сухих и сыпучих тел. Если же Б. и. предназначаются для жидкостей, то для увеличения непроницаемости Б. и. снаружи часто покрывают масляной и эмалевой краской, олифой, лаком, а изнутри-эмалью, глазурью, столярным клеем с примесью 3% хлористого цинка или формалина, пеком, гарпиусом и т.п. непроницаемыми и нерастворяющимися в наливаемой жидкости составами. Емкость Б. и. самая разнообразная-от пстуведра до нескольких тысяч ведер. Обручи, которыми стягиваются в Б. и. комплекты клепчин, изготовляют из полосового железа или древесины: орешника, ивы, черемухи, молодого дуба, ясеня, черешни, а за отсутствием их употребляют также клен, березу и молсжевельник. Б. и. для нужд домашнего и сельского хозяйства поступают на рынок в готовом для употребления виде; для нужд торговли и промышленности - также в готовом виде, но чаще-в комплектах в разобранном виде, при чем клепчины увязываются в комплекты, если клепка предназначается для коровьего масла и жидкостей, или доставляются россыпью, если Б. и. употребляются для сухих, сыпучих веществ. Днища и обручи доставляются отдельно связанными в комплекты. Вообще при больших поставках и длительных перевозках предпочитают доставку В. и. в разобранном виде, а самую сборку в таких случаях производят на месте их потребления. В случае надобности при сборке Б. и. (закрытого типа) испытываются на прочность гидравлическим давлением. В зависимости от того, для какой цели изготовляются Б, и., к ним предъявляются различные требования в отношении выбора породы древесины, из которой заготовляются клепчины и днища, способа и тщательности изготовления Б. и. в отношении прочности и плотности сборки их. Так, нанр., если Б. и. употребляются для хранения и перевозки вина, пива, спирта, уксуса, различных масел животного и растительного происхождения и т. п., то, кроме тщательности изготовления по плотности и прочности, необходимых для дальней перевозки и продолжительного хранения в подвалах и погребах, Б. и. должны изготовляться из древесины устойчивой и неизменяемой, т. е, такой, в составе к-рой не было бы инкрустирующих веществ, способных изменить запах, цвет, вкус и химический состав хранимого вещества. Легкость, прочность, долговечность и сравнительная дешевизна являются отличительными признаками правильно изготовленных Б. и. Употребляемые в торговле и промышленности Б, и., гл. обр. бочки, изготовляются по образцам установленного и утверлсденного стандарта ручным или механич. способом (см. Бондарный завод). В промышленности и в коммунальных хозяйствах в последнее время находит все большее и большее применение особый вид Б. п., так наз. сборные деревянные трубы (напорные и канализационные) больших сечений (см. Деревянные трубы), при чем, как правило, этот вид Б. и. всегда собирается на месте их укладки. м. Квятковекий. БОНДАРНЫЙ ЗАВОД строится для массового изготовления механич. путем разного рода бочечной тары: цементной, рыбной, винной и пивной, масляной и т. п. Характером и назначением фабриката Б. з. определяются размер производства и его технологический процесс. К наиболее простой по процессу производства относится т. н. тара для сухих грузов (цемент, сахар, мел, минеральные краски) или сыпучих материа.тов. Сухая тара обычно выделывается из пиленой, прямой или цилиндрич. клепки (см.) и не требует в процессе производства такой тщательной обработки, как тара для жидкостей, когда помимо прочности требуется плотность сборки бочечной тары. Клепка для производства на Б. 3. поступает в готовом виде либо изготовляется из сырья (кряжей, бревен) на самом з-де. Для изготовления дубовой тары (для вина, пива и т. п.) клепка употребляется не пиленая, а колотая и получается в готовом виде. Для изготовлении цементной, рыбной и масляной тары в большинстве случаев клепка заготовляется при производстве тары. I. Производство тары из готовой клепки предусматривает наличие следующих цехов: а) цех машинной обработки клепки и днищ; б) сборочный цех с про-парно-обжигальным отделением, если это требуется по характеру изделия; в) утор-п 0-0 тделочный цех; г) обтяленой цех. Кроме того при Б. з. должны быть склады для полуфабриката-клепки, обручного железа, иногда сушильные камеры для досушки клепки перед обработкой и склады готовых изделий. Сущность процесса производства заключается в следующем: хорошо просушенная клепка поступает в цех машинной обработки на клепочные станки, где строганием клепке придается одинаковая толщина и некоторая округленность, находящаяся в строгой зависимости от размера бочки и ее формы (образующей боковой поверхности), для чего пользуются специальными шаблонами. Производительность таких станков в зависимости от ширины и характера обработки клепки различна, но в среднем скорость подачи клепки по длине колеблется от 10,5 до 17 л*/м. Требуемая станком мощность-8 Н*. Подача- автоматическая цепная. Станок м. б. смонтирован с отдельным электромотором, что сберегает много места и не мешает удобству обслуживания; последние модели станков имеют автоматическую подачу и отдельные моторы, что сильно поднимает производительность станка. Подобная улучшенная конструкция характерна и для прочих станков, употребляемых на Б. з. Иногда процесс строгания отпадает, если в производство идет сравнительно тонкая клепка. С клепочно-строгального станка или непосредственно со склада клепка поступает на концеравни-тельный станок (фиг, 1) для обрезки точно 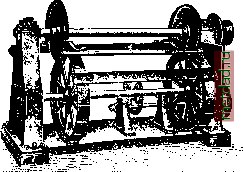 Фиг. 1. но длине. Подобный станок пропускает в 1 м. до 30 клепок среднего размера, работает сериями и допускает установку для различной длины пропускаемой клепки. Подача на самом станке автоматическая; конструкция его допускает конвейерную подачу со склада, обычно же клепка подается с вагонетки. Требуемая станком мощность ~ 4 IP. Дальше клепка поступает на фрезерно-строгаль-пый станок для двустороннего пропуска клепки, иногда с некоторым утонением посредине, согласно шаблона. Этот вид станков, поскольку приходится вести фасонную стролску, имеет ручную подачу, но отличается большой производительностью (до 20ж/м.). Имеются подобного рода станки и с цепной подачей, если обрабатывается прямая клепка. Такие станки требуют 5-6 IP.  Фиг. 2. Карусельный чан: а-железобетонный чан, б-карусель. После острожки клепка или поступает непосредственно на кромко-фуговальный станок для профуговки кромок клепки по шаблону образующей линии формы бочки, или предварительно, если имеют дело с толстой клепкой (пивная тара), последняя пропаривается в течение 30-45 м. в особых распарочных чанах. Наиболее удобный тип таких чанов постоянного действия с карусельным приспособлением изобралсеп на фиг. 2. Распаренная клецка поступает на гнутарный пресс (фиг. 3) И.ЛИ приводные станки, где изгибается по шаблону, остывает и обсыхает в согнутом виде и тем самым приобретает изогнутую форму по образующей бочки. После такой добавочной операции клепка поступает на кромкофуго-вальный станок (фиг. 4), который может иметь ручную или автоматическую подачу и строится для одновременного обслуживания с двух сторон. Производите.тьность такого станка зависит от размера клепчин; так. например, клепка для винных бочек пропускается в 1 м. в ко.тичестве от 8 до 10 шт.  Фиг. 3. 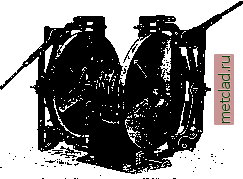 Фиг. 4. с каждой стороны. Потребность в энергии от 6 до 9 IP. После фуговки клепка переходит в сборочный цех, где собирается на специальных (остовных) станках (фиг. 5) в бочечные комплекты на установ.ленных обжимных обручах. Собранный т. о. комплект или непосредственно поступает на облшм-ной станок (производительность такого станка 8-15 комплектов в 1 м.; мощность 3-4 IP; фрикционное сцепление рабочего шкива очень повышает производительность станка и удобно в обслулсивании), где после обжима комплекта на него надевается верхний облсимной обруч, или поступает предварительно в так наз. мангалки. Обжимные обручи отличаются от обыкновенных своей массивностью и цельностью
|